
Nástrojové třídy a břitové destičky pro frézování ocelí
Vyhledejte si vhodnou karbidovou třídu s CVD nebo PVD povlakem nebo nepovlakovaný cermet s vlastnostmi optimalizovanými pro obrábění ocelí.
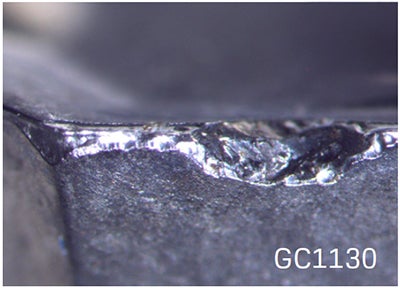
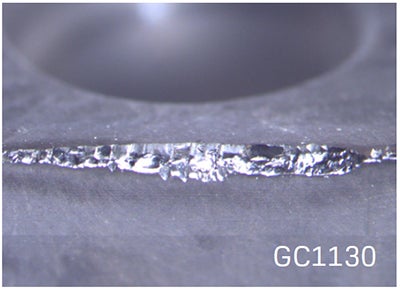
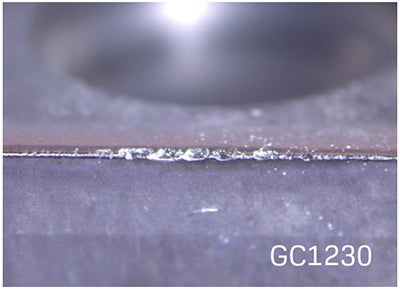
Životnost nástroje, CoroMill® 345
Prodloužení životnosti nástroje
| Komponenta: | Montážní deska |
| Materiál: | P1.1.Z.AN (S355 JOWP), 170 HB |
| Operace: | Čelní frézování |
| Stroj: | WBK (ISO 50) |
Výsledek: Přechodem na třídu GC1230 jsme dosáhli prodloužení životnosti nástroje o 42 %. Kromě toho lze zvýšit řezné parametry, aby se snížila spotřeba energie při zachování stejné životnosti nástroje jako u GC1130.
Nabídka udržitelnosti: Snížení spotřeby energie a emisí CO2 zvýšením vc o 37 % (vc 313 m/min (1027 ft/min)) při stejné životnosti nástroje jako u GC1130.

| GC1130 | GC1230 | |
| Nástroj | 345-125Q40-13M | 345-125Q40-13M |
| Břitová destička | 345-1305M-PM GC1130 | 345-1305M-PM GC1230 |
| DCX, mm (inch) / zn | 125 (5.0) / 8 | 125 (5.0) / 8 |
| vc, m/min (ft/min) | 228 (748) | 228 (748) |
| fz, mm/z (in/z) | 0.095 (.004) | 0.095 (.004) |
| ap, mm (inch) / ae | 2.0 (.078) / 80% | 2.0 (.078) / 80% |
| Chladivo | Suchý | Suchý |
| Životnost nástroje, min | 93 | 132 |
| Počet komponentů | 7 | 10 |
Životnost nástroje, CoroMill® 210
Prodloužení životnosti nástroje
| Komponenta: | Poleno, 130×108×70 mm (5.12×4.25×2.76 inch) |
| Materiál: | P1.2.Z.AN (C45) 207 HB |
| Operace: | Čelní frézování |
| Stroj: | DMG Mori – NHX 4000 (ISO 50) |
Výsledek: Přechodem na třídu GC1230 jsme dosáhli pozoruhodného prodloužení životnosti nástroje o 62 %. Kromě toho lze zvýšit řezné parametry, aby se snížila spotřeba energie při zachování stejné životnosti nástroje jako u GC1130, aniž by byla ohrožena bezpečnost.
Nabídka udržitelnosti: Snížení spotřeby energie a emisí CO2 zvýšením vc o 29 % (vc 313 m/min (1027 ft/min)) při zachování stejné životnosti nástroje jako u GC1130 a podpora frézování za sucha.
| GC1130 | GC1230 | |
| Nástroj | R210-032A25-09H | R210-032A25-09H |
| Břitová destička | R210-090414E-PM GC1130 | R210-090414E-PM GC1230 |
| DCX, mm (inch) / zn | 32 (1.25) / 3 | 32 (1.25) / 3 |
| vc, m/min (ft/min) | 242 (793) | 242 (793) |
| fz, mm/z (in/z) | 0.25 (.010) | 0.25 (.010) |
| ap, mm (inch) / ae | 1.0 (.043) / 100% | 1.0 (.043) / 100% |
| Chladivo | Za mokra (emulze) | Za mokra (emulze) |
| Životnost nástroje, min | 22 | 35 |
| Počet komponentů | 8 | 13 |
Představení
Případová studie fréza CoroMill® 490 s velikostí břitových destiček 14
Prodloužení životnosti nástroje
| Komponenta: | Úchyt |
| Materiál: | Nelegovaná ocel P1.2.Z.AN (CMC 01.2) |
| Operace: | Čelní frézování |
| Stroj: | Mori Seiki NH4000DCG |
| GC4230 | GC4330 | |
| Nástroj | 490-080Q27-14M | 490-080Q27-14M |
| Břitová destička | 490R-140408M-PM | 490R-140408M-PM |
| zn | 6 | 6 |
| n, ot./min | 900 | 900 |
| vc, m/min (ft/min) | 226 (741) | 226 (741) |
| vf, mm/min (in/min) | 1000 (39.3) | 1000 (39.3) |
| fz, mm/z (in/z) | 0.19 (0.007) | 0.19 (0.007) |
| ap, mm (inch) | 2 (0.079) | 2 (0.079) |
| ae, mm (inch) | 70 (2.75) | 70 (2.75) |
| Životnost nástroje (součástí) | 32 | 45 |
| Překročení kritérií pro drsnost povrchu |
Představení
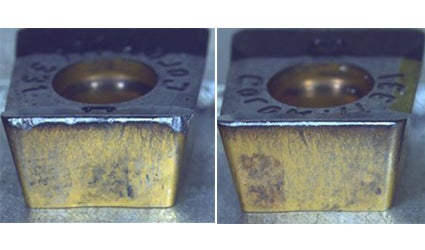
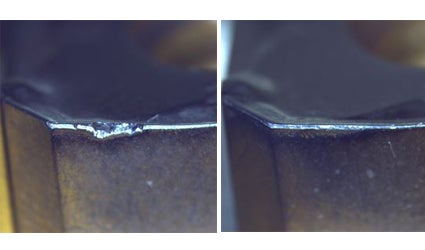
Případová studie CoroMill® 331
| Komponenta: | Polotovar šneku |
| Materiál: | Vysokolegovaná ocel P3.0.Z.AN (CMC 03.11) |
| Operace: | Dělení/zapichování |
| Stroj: | Obráběcí centrum Mori Seiki |
| GC4230 | GC4330 | |
| Nástroj | R331.32-127R32EM0.394 | R331.32-127R32EM0.394 |
| Břitová destička | N331.1A-08 45 08M-PM | N331.1A-08 45 08M-PM |
| zn | 10 | 10 |
| n, ot./min | 246 | 246 |
| vc, m/min (ft/min) | 98 (322) | 98 (322) |
| vf, mm/min (in/min) | 156 (6.15) | 156 (6.15) |
| fz, mm/z (in/z) | 0.127 (0.005) | 0.127 (0.005) |
| ap, mm (inch) | 10 (0.394) | 10 (0.394) |
| ae, mm (inch) | 12.7 (0.5) | 12.7 (0.5) |
| Životnost nástroje (součástí) | 40 | 40 |
| Zastavení výroby při stejném počtu obrobených součástí |
Představení
Případová studie CoroMill® 345
Prodloužení životnosti nástroje
| Komponenta: | Trubková deska |
| Materiál: | Nízkolegovaná ocel P2.2.Z.AN (CMC 02.1), řezaná plamenem |
| Operace: | Čelní frézování |
| Stroj: | BFW |
| GC4240 | GC4340 | |
| Nástroj | 345-100Q32-13M | 345-100Q32-13M |
| Břitová destička | 345R-1305M-PM | 345R-1305M-PM |
| zn | 7 | 7 |
| n, ot./min | 556 | 556 |
| vc, m/min (ft/min) | 188 (617) | 188 (617) |
| vf, mm/min (in/min) | 1944 (76.5) | 1944 (76.5) |
| fz, mm/z (in/z) | 0.5 (0.019) | 0.5 (0.019) |
| ap, mm (inch) | 4 (0.157) | 4 (0.157) |
| ae, mm (inch) | 70 (2.76) | 70 (2.76) |
| MRR cm3/min (in3/min) | 544 (33.2) | 544 (33.2) |
| Životnost nástroje (min) | 20 | 26 |
Představení
Fréza CoroMill® 390 s velikostí břitových destiček 07
Prodloužení životnosti nástroje
| Komponenta | Zápustky a formy |
| Obráběný materiál | P2.5.Z.HT |
| Operace | Frézování drážek a dutin |
Aby bylo dosaženo přijatelné kvality obráběných součástí, byla u této aplikace omezena maximální hloubka řezu. Po přechodu na frézu CoroMill® 390 s velikostí břitových destiček 07 bylo možné zvětšit hloubku řezu, což přineslo zvýšení produktivity. S břitovými destičkami GC1130 se životnost nástroje zvýšila o 47%, což výrazně snížilo náklady na obrobenou součást.
| GC1130 | Stávající řešení | |
| Nástroj | R390-012A12-07M | |
| Břitová destička | 390R-070204M-PM 1130 | |
| zn | 3 | 3 |
| n ot./min | 4005 | 3979 |
| vc m/min (ft/min) | 151 (495) | 150 (492) |
| vf mm/min (in/min) | 853 (33.583) | 900 (35.433) |
| fz mm (inch) | 0.07 (0.003) | 0.075 (0.003) |
| ap mm (inch) | 1.5 (0.059) | 1 (0.039) |
| ae mm (inch) | 12 (0.472) | 12 (0.472) |
| Výsledek | Životnost nástroje 44 minut | Životnost nástroje 30 minut |
Představení
Frézování drážek a rohové frézování s dlouhým vyložením nástroje
Prodloužení životnosti nástroje
| Komponenta | Zadní vřeteno |
| Obráběný materiál | P2.5.Z.HT |
| Operace | Rohové frézování a frézování drážek |
Příčinou určitých problémů s životností břitových destiček byly u této aplikace nestabilní podmínky při dlouhém vyložení nástroje v kombinaci s kovaným povrchem a použitím řezné kapaliny. Omezená životnost břitových destiček vyplývala z problémů s kvalitou povrchu v důsledku odlupování povlaku. Díky výměně stávajícího řešení za břitové destičky GC1130 se výrazně omezilo odlupování povlaku a bylo možné obrobit o 57% více součástí.

| GC1130 | Stávající řešení | |
| Nástroj | R390-020A20-11M | |
| Břitová destička | R390-11 T3 08M-PM 1130 | |
| zn | 3 | 3 |
| n ot./min | 2400 | 2400 |
| vc m/min (ft/min) | 151 (495) | 151 (495) |
| vf mm/min (in/min) | 864 (34.016) | 864 (34.016) |
| fz mm (inch) | 0.12 (0.005) | 0.12 (0.005) |
| ap mm (inch) | 3.5 (0.138) | 3.5 (0.138) |
| ae mm (inch) | 20 (0.787) | 20 (0.787) |
| Výsledek | Životnost nástroje 440 součástí | Životnost nástroje 280 součástí |
Představení
Frézování nelegovaných ocelí do rohu
| Komponenta | Deska, všeobecné strojírenství |
| Obráběný materiál | P1.1.Z.AN |
| Operace | Rohové frézování |
Příčinou krátké životnosti břitových destiček byly tepelné trhliny a odlupování povlaku. Pro řešení tohoto problému byly zavedeny břitové destičky ve třídě GC1130. Provedené zkoušky prokázaly, že tyto břitové destičky vydržely mnohem déle a mnohem méně se opotřebovávaly než stávající řešení, což vedlo ke snížení nákladů a zvýšení bezpečnosti.
| GC1130 | Stávající řešení | |
| Nástroj | 490-044C4-08H | |
| Břitová destička | 490R-08T308M-PM 1130 | |
| zn | 6 | 6 |
| n ot./min | 1912 | 1912 |
| vc m/min (ft/min) | 264 (866) | 264 (866) |
| vf mm/min (in/min) | 1722 (67.795) | 1722 (67.795) |
| fz mm (inch) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (inch) | 1.5 (0.059) | 1.5 (0.059) |
| ae mm (inch) | 22 (0.866) | 22 (0.866) |
| Výsledek | Neopotřebované po 42 minutách | Životnost nástroje 42 minut |
Představení
Čelní frézování ojnice
Prodloužení životnosti nástroje
V této aplikaci došlo k opotřebení aktuálně používané břitové destičky po 27 minutách. Tepelné trhliny a vylamování ostří břitové destičky způsobovaly špatnou kvalitu obrobené plochy a mohly vést k jejímu případnému lomu. Aby bylo možné se s touto výzvou vypořádat, byly testovány břitové destičky GC1130, které dosáhly o 100% delší životnosti a vyšší hospodárnosti výroby.

| GC1130 | Stávající řešení | |
| Nástroj | R390-032A32-17L | |
| Břitová destička | R390-17 04 31M-PM 1130 | |
| zn | 2 | 2 |
| n ot./min | 2636 | 2636 |
| vc m/min (ft/min) | 265 (869) | 265 (869) |
| vf mm/min (in/min) | 791 (31.142) | 791 (31.142) |
| fz mm (inch) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (inch) | 5 (0.197) | 5 (0.197) |
| ae mm (inch) | 26 (1.024) | 26 (1.024) |
| Výsledek | Opotřebení po 54 minutách | Opotřebení po 27 minutách |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes
