
CoroDrill® DE10
Boret med udskiftelig borspids til højproduktiv hulfremstilling

Anvend 3-8×DC bor
Den anbefalede tilspænding er den samme, uanset om der bruges 3×D eller 8×D. De anvendte skæredata bør ligge inden for de anbefalede værdier.

CoroPlus® Tool Guide
Find de sidste nye skæredata for alle materialegrupper og artikler i CoroPlus® Tool Guide. Indstil emneparametrene, herefter genererer systemet skæredata som udgangspunkt.

Monteringsnøgle
Der medfølger en monteringsnøgle i hver æske med bor, der dækker hele udvalget af bor. Monteringsnøglen gør opsætningen meget overskuelig, og den nem at genanvende.
Ordre-nr.: 5680 300-01

Beskyttelseskassette i plast med styrekanter
Beskyttelseskassetten i plast giver bedre ergonomi og forhindrer risikoen for hårdmetalsplinter. Det gennemsigtige design og styrekanterne gør den nem at bruge.
Ordre-nr.: 5680 300-20
Monteringsvejledning
- Smør kontaktfladerne, før borspidsen monteres, for at sikre koblingen en længst mulig levetid.
- Sæt borspidsen ind i skærlejet ~60 grader forskudt fra den endelige position. Placer nøglen i dens huller.
- Monter/afmonter borspidsen.
Anbefalinger af kvalitet og geometri
-M5 geometri
- En geometri til alle materialer

Kvalitet GC4334

- Sejt, finkornet substrat med højt Cr-indhold og PVD-belægning (AlTiN) fremstillet med Zertivo®-teknologien
- Høj pålidelighed og skærkantsikkerhed giver god modstandsdygtighed over for løsægsdannelse og udflisning
Kvalitet GC2334

- Sejt, finkornet substrat med højt Cr-indhold og tynd flerlags PVD-belægning (AlTiCrN) fremstillet med Zertivo®-teknologien
- Giver høj pålidelighed og forbedret modstandsdygtighed over for afskalning og udflisning på faskanten.
Anbefalinger til fremstilling af gennemgående huller
Ved boring af gennemgående huller med -M5 geometrien skal der bruges en punktlængde på (PL) + 1 mm (0,039 tommer) for at sikre, at borspidsen kommer helt ud gennem hullets udgang. Den præcise PL-værdi findes på artiklens hjemmeside.

| Borspids koblingsstørrelse | DC min.-maks., mm | PL min.-maks. | PL min.-maks. |
| mm | tommer | ||
| 090 | 09,00-09,49 | 1,27-1,31 | 0,050-0,052 |
| 095 | 09,50-09,99 | 1,34-1,38 | 0,053-0,054 |
| 100 | 10,00-10,49 | 1,41-1,45 | 0,056-0,057 |
| 105 | 10,50-10,99 | 1,48-1,52 | 0,058-0,060 |
| 110 | 11,00-11,49 | 1,55-1,59 | 0,061-0,063 |
| 115 | 11,50-11,99 | 1,62-1,66 | 0,064-0,065 |
| 120 | 12,00-12,49 | 1,69-1,73 | 0,067-0,068 |
| 125 | 12,50-12,99 | 1,76-1,80 | 0,069-0,071 |
| 130 | 13,00-13,49 | 1,83-1,87 | 0,072-0,074 |
| 135 | 13,50-13,99 | 1,90-1,94 | 0,075-0,076 |
| 140 | 14,00-14,99 | 1,99-2,07 | 0,078-0,081 |
| 150 | 15,00-15,99 | 2,13-2,21 | 0,084-0,087 |
| 160 | 16,00-16,99 | 2,27-2,34 | 0,089-0,092 |
| 170 | 17,00-17,99 | 2,41-2,49 | 0,095-0,098 |
Avancerede operationer
Bemærk: Disse avancerede operationer kan ikke anbefales, men følg vejledningerne nedenfor, hvis det bliver nødvendigt. Resultaterne kan variere afhængig af emnemateriale og borlængde.
| Indgang på skrå overflade | Udgang på vinklet overflade | Konveks overflade | Konkav overflade | Krydshuller | |
| Forudsætninger | Vinkel ≤ 10º | Vinkel ≤ 30º | Min. overfladeradius: 4×DC | Min. overfladeradius: 1×DC | Min. anbefalet diameter på det hul, der skal krydses: 2×DC |
| Skærehastighed, vc | Brug den anbefalede værdi for emnematerialet | ||||
| Tilspænding, fn | Startværdi; reducer til 1/3 af den anbefalede tilspændingshastighed | ||||
Anbefalet kast
Kast påvirkes f.eks. af maskinens tilstand, holderen og montering.
Foretrukket: ≤ 0,03 mm (0,0012 tommer)
Acceptabel: ≤ 0,06 mm (0,0024 tommer)
Ikke acceptabel: > 0,06 mm (0,0024 tommer)

Drejeapplikationer
I ikke-roterende boreapplikationer vil en stor fejljustering i høj grad påvirke processikkerheden og værktøjsstabiliteten. Følg altid disse anbefalinger.
Foretrukken ≤ 0,10 mm (0,0039 tommer)
Acceptabel ≤ 0,20 mm (0,0079 tommer)
Ikke acceptabel > 0,20 mm (0,0079 tommer)

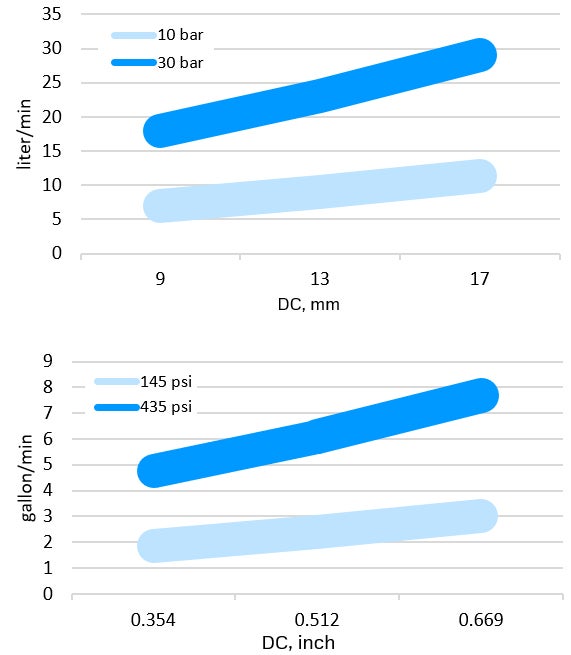
Anbefalinger af kølevæske
- Det anbefales at bruge indvendig køling for at opnå sikker spånafgang
- Sørg for tilstrækkelig kølevæskeflow, og følg anbefalingen om emulsionskoncentration fra leverandøren
- Når der bores langhuller er det afgørende med et tilstrækkeligt kølevæskeflow for at sikre god spånafgang
Anbefalet min. skærevæskeflow
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag
