
Wahl des richtigen Gewindebohrertyps

Bei der Wahl des richtigen Gewindebohrers sind verschiedene Faktoren zu beachten. Folgen Sie diesen Schritten, um den besten Gewindebohrer für Ihre Anwendung zu finden.
Verschiedene Werkzeugtypen zum Gewindebohren
Der Einsatz des richtigen Werkzeugs hängt von Ihrem gewünschten Bohrungstyp ab.
Gewindeformtyp und Werkstoff (ISO Anwendungsbereich)
Passenden Gewindeformtyp und Werkstoff finden.
Anschnitttyp
Die für das Gewinde herzustellende Bohrung bestimmt die Ausführung des Anschnitts.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Verschiedene Werkzeugtypen zum Gewindebohren
Gewindebohrer lassen sich in vier Typen einteilen: Gerade genutet, spiral genutet, gerade genutet mit Schälanschnitt sowie Gewindeformer. Welcher Typ eingesetzt werden sollte, hängt von der Art der Gewindebohrung (Grund- oder Durchgangsbohrung) sowie dem Werkstoff des Bauteils ab.

Gerade genuteter Gewindebohrer

Gerade genuteter Gewindebohrer mit Schälanschnitt

Spiral genuteter Gewindebohrer

Gewindeformer
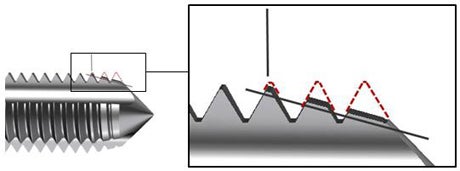
Gewindebohrer
Der Gewindebohrer schneidet den Werkstoff und es entstehen Späne
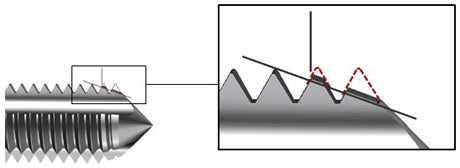
Gewindeformer
Vorteile im Vergleich zu Gewindebohrern:
- Formen ist normalerweise schneller als das gewöhnliche Gewindeschneiden
- Tiefe Gewinde bis zu 3.5 × D sind möglich, ohne Probleme bei der Spanabfuhr
- Gewindeformer haben oftmals eine längere Standzeit
- Ein Werkzeugtyp kann für verschiedene Werkstoffe und sowohl für Durchgangs- als auch Grundbohrungen eingesetzt werden
- Gewindeformer haben eine stabile Konstruktion, dadurch geringere Bruchgefahr
- Gewinde mit der richtigen Toleranz sind garantiert
- Es entstehen keine Späne
- Bis zu 100 % stabileres Gewinde (höhere Ausreißfestigkeit)
- Geringere Oberflächenrauigkeit am Gewinde
Vorbedingungen für effektive Benutzung:
- Es sind nicht alle Werkstoffe dafür geeignet, da ein gewisser Grad an Duktilität erforderlich ist;
- Empfohlene maximale Zugfestigkeit ist 1200 N/mm2
- Präzise hergestellter Bohrungsdurchmesser erforderlich
- Gute Schmierung ist unerlässlich
Gewindeformtyp und Werkstoff (ISO Anwendungsbereich)
Es sind Gewindewerkzeuge für zahlreiche Gewindeformen erhältlich. Sie müssen vorher wissen, welche Gewindeform Sie herstellen möchten. Weitere Informationen über die unterschiedlichen Gewindeformen und ihre Anwendungsbereiche erhalten Sie hier.
Die Tabelle unten zeigt die jeweiligen Gewindeformen für werkstoffoptimierte und universelle Gewindebohrer.
 |  |  |  |  | Vielseitigkei |
| M, MF, UNC, UNF | M, MF, UNC, UNF, G, NPT, NPTF | M, MF, UNC, UNF, G | M, MF, UNC, UNF | M | M, MF, UNC, UNF, G, NPT, NPTF, EGM |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Anschnitttyp
Der Anschnitt des Gewindebohrers ist die Abschrägung der Gewinde, die das Zerspanungsvolumen auf die einzelnen Zähne verteilt. In der Regel bestimmt der herzustellende Bohrungstyp den für die Anwendung passenden Anschnitttyp. Es gibt drei Anschnitttypen: B, C und E.
Anschnitttyp B = 3.5 – 5 x Gewindegänge
Langer Anschnitt:
- Hohes Drehmoment
- Beste Oberflächengüte
- Dünne Späne
- Geringer Druck beim Anschnitt
- Längere Standzeit
- Am gängigsten bei gerade genuteten Gewindebohrern mit Schälanschnitt

Anschnitttyp C = 2 – 3.5 x Gewindegänge
Mittlerer Anschnitt:
- Geringes Drehmoment
- Gute Oberflächenqualität
- Normal dicke Späne
- Normaler Druck beim Anschnitt
- Normale Standzeit
- Gängigste Ausführung
- Standardanschnitt für Grundbohrungen
- Am gängigsten bei spiral genuteten Gewindebohrern
Anschnitttyp E = 1.5 – 2 x Gewindegänge
Kurzer Anschnitt:
- Geringes Drehmoment
- Gute Oberflächenqualität
- Dicke Späne
- Hoher Druck beim Anschnitt
- Kürzere Standzeit
- Außergewöhnliche Konstruktion
- Verwendung bei wenig Freiraum am Bohrungsgrund
Punkt-/Anschnittmatrix
Die Art der Punkte auf Gewindebohrern beruht nur auf deren Herstellung. Die Tabelle zeigt gängigen Zentrierspitzen und Anschnitte bei den Sandvik Coromant Produkten nach Gewindebohrerdurchmesser
| 1 Volle Zentrierspitze | 2 Reduzierte Zentrierspitze | 3 Innere Zentrierspitze | 4 Ohne Zentrierspitze | |
 |  |  |  |  |
| Tap, mm | Tap, inch | B 3.5 - 5 | C 2 - 3.5 | E 1.5 - 2 |
| ≤5 | >Nr1-Nr10 | 1 | 1 | 1 |
| >5 ≤6 | >Nr12-1/4 | 1 | 1, 2 | 1 |
| >6 ≤10 | >1/4-1/2 | 1 | 1, 2, 4 | 1, 4 |
| >10 ≤12 | >3/8-1/2 | 2, 3 | 2, 3 | 2, 3 |
| >12 | >1/2 | 3 | 3 | 3 |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
