
CoroBore® BR30
Aufbohrwerkzeuge mit drei Schneidkanten für maximale Produktivität
Anleitung

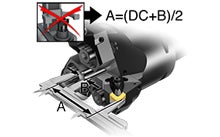
Durchmesserverstellung
Ist kein Voreinstellgerät vorhanden, erfolgt die Durchmesserverstellung, indem der Abstand vom Stift zur Wendeplatte gemessen und von diesem Wert der halbe Stiftdurchmesser abgezogen wird. Dieser Wert ist mit 2 zu multiplizieren, um den effektiven Aufbohrdurchmesser zu erreichen.

Drehmoment
Stets einen Drehmomentschlüssel verwenden und das richtige Drehmoment für Wendeplattenschrauben und Werkzeugmontage wählen.

Laserbeschriftete Skala
Die laserbeschriftete Skala auf dem Adapter vereinfacht die Durchmesserverstellung.



Anwendungshinweise

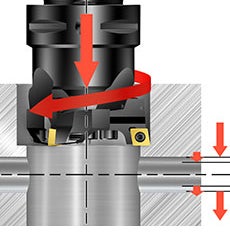
Grundbohrung
Bei der Herstellung von Grundbohrungen ist eine ordnungsgemäße Spanabfuhr ein entscheidender Faktor.
Die Wahl der korrekten Schnittdaten ist unverzichtbar für eine gute Spanbildung
Stellen Sie sicher, dass kein Spänestau oder ein Verschleiß der Wendeschneidplatten vorliegt
Sorgen Sie für ausreichenden Kühlschmierstoffdruck und -fluss, um eine gute Spanabfuhr zu erzielen
Bei der Spanabfuhr ist der Einsatz von Vertikalmaschinen kritischer als der Einsatz von Horizontalmaschinen
Schnittunterbrechungen
Die Bearbeitung mit Schnittunterbrechungen wie bei Kreuzbohrungen stellt hohe Ansprüche an die Schnittbedingungen der Schneidplatte.
Eine zähe Sorte wählen
Eine stabile, quadratische Schneidplatte mit negativer Grundform für erhöhte Prozesssicherheit und minimierten Verschleiß wählen
Bei schwerer Schnittunterbrechung Schnittdaten reduzieren
Exzentrische Bohrunge
Sind die Zentrumlinien der vorgefertigten Bohrung und das Aufbohrwerkzeugs nicht konzentrisch, könnte die Schnitttiefe auf einer Seite der Bohrung beträchtlich größer ausfallen.
Eine gute Lösung für diese Anwendungen ist das Stufenaufbohren, um die große Schnitttiefe zu erreichen. Asymmetrische Schnittkräfte können das Werkzeug auslenken und ein geringes Verrutschen aus der Mitte kann dann Vibrationen hervorrufen, insbesondere bei Bearbeitungen mit großem Überhang.

Sandeinschlüsse
Sandeinschlüsse in Gusswerkstücken erhöhen den Verschleiß der Wendeschneidplatten.
Empfehlungen:
• Eine zähe Sorte wählen
• Schnittdaten reduzieren
• Eine stabile, quadratische Schneidplatte mit negativer Grundform für erhöhte Prozesssicherheit und minimierten Verschleiß wählen.
Empfehlungen
Schnittdaten
Allgemeine Empfehlungen zum Schruppaufbohren:
- Startwerte: vc 200 m/min (dies gilt, wenn der vc -Wert auf der Wendeplattenbox größer als vc 200 m/min) bei kurzem Werkzeugüberhang ist. Empfehlungen für Vorschub und Schnitttiefe auf der Verpackung überprüfen
- vc = 50% des empfohlenen Wertes auf dem Etikett. Bei Vibrationensneigung die Schnittgeschwindigkeit reduzieren und den Vorschub erhöhen. Nicht den max. empfohlenen Vorschub und Schnitttiefe ap gleichzeitig verwenden
Maschineneinschränkungen
Es ist darauf zu achten, dass die Maschine das erforderliche Drehmoment und die Leistung für die spezifische Aufbohranwendung aufbringen kann.
Schnittdaten: CoroBore® 111
| Bestellnummer | Sorte | Vorschubbereich(fn) | Schnitttiefe(ap) | Schnittgeschwindigkeit(vc) | ||||||
| Min | Max | Empfehlung | Min | Max | Empfehlung | Min | Max | Empfehlung | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Anzugsdrehmoment
Schraube für Wendeschneidplatte
| ISO | ANSI | Nicht-ISO | Code | Größe | Torx Plus | Nm | Fuß/Pfund |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | Wendeschneidplatte90° | Wendeschneidplatte84° | |||||||||||
| Größe | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Fuß/Pfund | Schraubengröße | ISO | ANSI | Nicht-ISO | Nm | Fuß/Pfund | Schraubengröße |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
Werkzeughalter
Die Biegesteifigkeit und Drehmomentübertragung sind die wichtigsten Faktoren, die bei der Wahl des Werkzeughalters zu berücksichtigen sind. Erste Wahl sollte stets ein Werkzeug mit Coromant Capto Kupplung sein, die exzellente Wiederholgenauigkeit und die beste Stabilität auf dem Markt bietet.
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号