
Wendeschneidplatten und Sorten zum Fräsen von Stahl
Hier finden Sie Ihre CVD- und PVD-beschichteten Hartmetallsorten und unbeschichteten Cermetsorten, optimiert für Stahl.
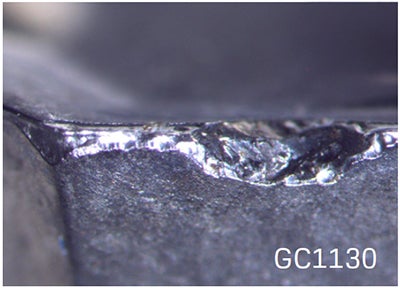
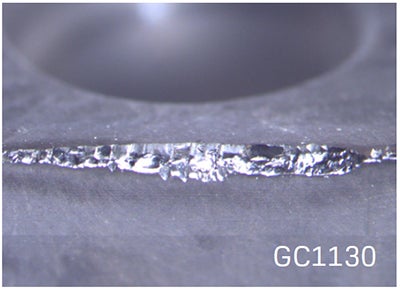
Standzeit, CoroMill® 345
Erhöhung der Standzeit
| Bestandteil: | Montageplatte |
| Material: | P1.1.Z.AN (S355 JOWP), 170 HB |
| Operation: | Planfräsen |
| Maschine: | WBK (ISO 50) |
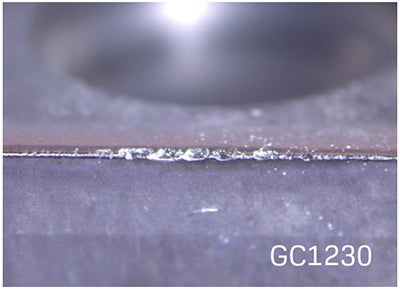
Ergebnis: Durch die Umstellung auf die Sorte GC1230 konnten wir die Standzeit um 42% steigern. Zusätzlich können die Schnittdaten erhöht werden, um den Energieverbrauch bei gleichbleibender Standzeit wie beim GC1130 zu senken.
Nachhaltigkeitsvorschlag: Senken Sie den Energieverbrauch und die CO2-Emissionen, indem Sie vc um 37% erhöhen (vc 313 m/min (1027 ft/min)) für die gleiche Standzeit wie GC1130.

| GC1130-KARTON | GC1230-KARTON | |
| Werkzeug | 345-125Q40-13M | 345-125Q40-13M |
| Einfügen | 345-1305M-PM GC1130 | 345-1305M-PM GC1230 |
| DCX, mm (Zoll) / zn | 125 (5.0) / 8 | 125 (5.0) / 8 |
| vc, m/min (ft/min) | 228 (748) | 228 (748) |
| fz, mm/z (Zoll/z) | 0.095 (.004) | 0.095 (.004) |
| ap, mm (Zoll) / ae | 2.0 (.078) / 80% | 2.0 (.078) / 80% |
| Kühlflüssigkeit | Trocken | Trocken |
| Standzeit, min | 93 | 132 |
| Anzahl der Bauteile | 7 | 10 |
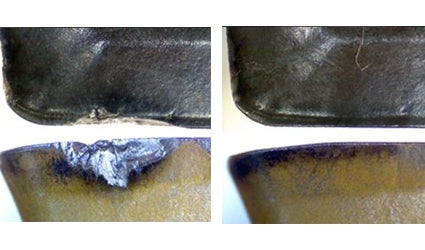
Standzeit, CoroMill® 210
Erhöhung der Standzeit
| Bestandteil: | Billet, 130×108×70 mm (5.12×4.25×2.76 Zoll) |
| Material: | P1.2.Z.AN (C45) 207 HB |
| Operation: | Planfräsen |
| Maschine: | DMG Mori – NHX 4000 (ISO 50) |
Ergebnis: Durch die Umstellung auf die Sorte GC1230 konnten wir die Standzeit um beachtliche 62% steigern. Darüber hinaus können die Schnittdaten erhöht werden, um den Energieverbrauch zu senken und gleichzeitig die gleiche Standzeit wie beim GC1130 beizubehalten, ohne Kompromisse bei der Sicherheit einzugehen.
Nachhaltigkeitsvorschlag: Senken Sie den Energieverbrauch und die CO2-Emissionen durch Erhöhung von vc um 29% (vc 313 m/min (1027 ft/min)) für die gleiche Standzeit wie GC1130 und befürworten Sie das Trockenfräsen.
| GC1130-KARTON | GC1230-KARTON | |
| Werkzeug | R210-032A25-09H | R210-032A25-09H |
| Einfügen | R210-090414E-PM GC1130 | R210-090414E-PM GC1230-KARTON |
| DCX, mm (Zoll) / zn | 32 (1.25) / 3 | 32 (1.25) / 3 |
| vc, m/min (ft/min) | 242 (793) | 242 (793) |
| fz, mm/z (Zoll/z) | 0.25 (.010) | 0.25 (.010) |
| ap, mm (Zoll) / ae | 1.0 (.043) / 100% | 1.0 (.043) / 100% |
| Kühlflüssigkeit | Nass (Emulsion) | Nass (Emulsion) |
| Standzeit, min | 22 | 35 |
| Anzahl der Bauteile | 8 | 13 |
Leistung
Kundenbeispiel CoroMill® 490 mit Wendeschneidplatten der Größe 14
Erhöhung der Standzeit
| Bestandteil: | Festes Inventar |
| Material: | Unlegierter Stahl P1.2.Z.AN (CMC 01.2) |
| Operation: | Planfräsen |
| Maschine: | Mori Seiki NH4000DCG |
| GC4230-KARTON | GC4330-KARTON | |
| Werkzeug | 490-080Q27-14M | 490-080Q27-14M |
| Einfügen | 490R-140408M-PM | 490R-140408M-PM |
| zn | 6 | 6 |
| n, Umin | 900 | 900 |
| vc, m/min (ft/min) | 226 (741) | 226 (741) |
| vf, mm/min (in/min) | 1000 (39.3) | 1000 (39.3) |
| fz, mm/z (Zoll/z) | 0.19 (0.007) | 0.19 (0.007) |
| ap, mm (Zoll) | 2 (0.079) | 2 (0.079) |
| ae, mm (Zoll) | 70 (2.75) | 70 (2.75) |
| Standzeit (Bauteile) | 32 | 45 |
| Kriterien an die Oberflächenrauheit wurden erfüllt |
Leistung
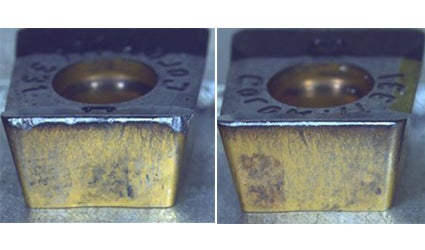
Anwenderfall CoroMill® 331
| Bestandteil: | Schraubenrohling |
| Material: | Hochlegierter Stahl P3.0.Z.AN (CMC 03.11) |
| Operation: | Schlitzen/Einstechen |
| Maschine: | Mori Seiki Bearbeitungszentrum |
| GC4230-KARTON | GC4330-KARTON | |
| Werkzeug | R331.32-127R32EM0.394 | R331.32-127R32EM0.394 |
| Einfügen | N331.1A-08 45 08M-PM | N331.1A-08 45 08M-PM |
| zn | 10 | 10 |
| n, Umin | 246 | 246 |
| vc, m/min (ft/min) | 98 (322) | 98 (322) |
| vf, mm/min (in/min) | 156 (6.15) | 156 (6.15) |
| fz, mm/z (Zoll/z) | 0.127 (0.005) | 0.127 (0.005) |
| ap, mm (Zoll) | 10 (0.394) | 10 (0.394) |
| ae, mm (Zoll) | 12.7 (0.5) | 12.7 (0.5) |
| Standzeit (Bauteile) | 40 | 40 |
| Stopp bei gleicher Anzahl an Bauteilen |
Leistung
Kundenbeispiel CoroMill® 345
Erhöhung der Standzeit
| Bestandteil: | Rohrplatte |
| Material: | Niedriglegierter Stahl P2.2.Z.AN (CMC 02.1), Brennschnitt |
| Operation: | Planfräsen |
| Maschine: | BFW |
| GC4240-KARTON | GC4340-KARTON | |
| Werkzeug | 345-100Q32-13M | 345-100Q32-13M |
| Einfügen | 345R-1305M-PM | 345R-1305M-PM |
| zn | 7 | 7 |
| n, Umin | 556 | 556 |
| vc, m/min (ft/min) | 188 (617) | 188 (617) |
| vf, mm/min (in/min) | 1944 (76.5) | 1944 (76.5) |
| fz, mm/z (Zoll/z) | 0.5 (0.019) | 0.5 (0.019) |
| ap, mm (Zoll) | 4 (0.157) | 4 (0.157) |
| ae, mm (Zoll) | 70 (2.76) | 70 (2.76) |
| MRR cm3/min (in3/min) | 544 (33.2) | 544 (33.2) |
| Standzeit (min) | 20 | 26 |
Leistung
CoroMill® 390 mit Wendeschneidplatten in Größe 07
Erhöhung der Standzeit
| Bestandteil | Gesenk und Form |
| Werkstoff | P2.5.Z.HT |
| Operation | Nuten- und Taschenfräsen |
Um eine akzeptable Bauteilqualität zu erreichen, wurde die maximale Schnitttiefe in dieser Anwendung begrenzt. Nach der Umstellung auf den CoroMill® 390 Fräser mit Wendeschneidplatten in Größe 07 konnte die Schnitttiefe erhöht und so die Produktivität gesteigert werden. Mit den GC1130 Wendeschneidplatten konnte die Standzeit um 47% erhöht und die Kosten pro Bauteil deutlich gesenkt werden.
| GC1130-KARTON | Bisherige Lösung | |
| Werkzeug | R390-012A12-07M | |
| Einfügen | 390R-070204M-PM 1130 | |
| zn | 3 | 3 |
| n Umin | 4005 | 3979 |
| vc m/min (ft/min) | 151 (495) | 150 (492) |
| vf mm/min (Zoll/min) | 853 (33.583) | 900 (35.433) |
| fz mm (Zoll) | 0.07 (0.003) | 0.075 (0.003) |
| ap mm (Zoll) | 1.5 (0.059) | 1 (0.039) |
| ae mm (Zoll) | 12 (0.472) | 12 (0.472) |
| Ergebnis | Standzeit 44 Minuten | Standzeit 30 Minuten |
Leistung
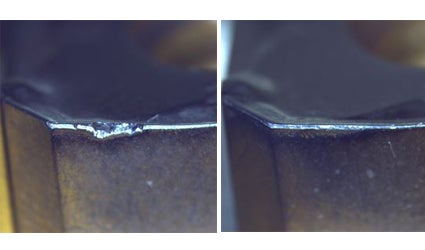
Nuten- und Eckfräsen mit großem Überhang
Erhöhung der Standzeit
| Bestandteil | Hintere Spindel |
| Werkstoff | P2.5.Z.HT |
| Operation | Nuten- und Eckfräsen |
Instabile Bedingungen mit großem Werkzeugüberhang in Kombination mit geschmiedeter Oberfläche und Kühlschmierstoff stellten die Standzeit der Wendeschneidplatte vor einigen Herausforderungen. Probleme bei der Oberflächenqualität, die durch Abplatzungen an der Beschichtung hervorgerufen wurden, führten zu vorzeitigem Standzeitende. Durch den Austausch der bisherigen Lösung mit GC1130 Wendeschneidplatten konnten Abplatzungen deutlich reduziert werden und 57% mehr Bauteile konnten bearbeitet werden.

| GC1130-KARTON | Bisherige Lösung | |
| Werkzeug | R390-020A20-11M | |
| Einfügen | R390-11 T3 08M-PM 1130 | |
| zn | 3 | 3 |
| n Umin | 2400 | 2400 |
| vc m/min (ft/min) | 151 (495) | 151 (495) |
| vf mm/min (Zoll/min) | 864 (34.016) | 864 (34.016) |
| fz mm (Zoll) | 0.12 (0.005) | 0.12 (0.005) |
| ap mm (Zoll) | 3.5 (0.138) | 3.5 (0.138) |
| ae mm (Zoll) | 20 (0.787) | 20 (0.787) |
| Ergebnis | Standzeit 440 Bauteile | Standzeit 280 Bauteile |
Leistung
Eckfräsen in unlegiertem Stahl
| Bestandteil | Platte, Allgemeiner Maschinenbau |
| Werkstoff | P1.1.Z.AN |
| Operation | Eckfräsen |
Kammrisse und Abplatzungen verursachten eine kurze Standzeit. Um dieses Problem zu lösen, wurden Wendeschneidplatten in der Sorte GC1130 eingeführt. Durchgeführte Tests haben gezeigt, dass diese Wendeschneidplatten eine deutlich längere Standzeit bei reduziertem Verschleiß zeigten als die bestehende Lösung, was zu reduzierten Kosten und einer verbesserten Sicherheit führte.
| GC1130-KARTON | Bisherige Lösung | |
| Werkzeug | 490-044C4-08H | |
| Einfügen | 490R-08T308M-PM 1130 | |
| zn | 6 | 6 |
| n Umin | 1912 | 1912 |
| vc m/min (ft/min) | 264 (866) | 264 (866) |
| vf mm/min (Zoll/min) | 1722 (67.795) | 1722 (67.795) |
| fz mm (Zoll) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (Zoll) | 1.5 (0.059) | 1.5 (0.059) |
| ae mm (Zoll) | 22 (0.866) | 22 (0.866) |
| Ergebnis | Nach 42 Minuten nicht verschlissen | Standzeit 42 Minuten |
Leistung
Planfräsen Pleuel
Erhöhung der Standzeit
In dieser Anwendung hatte die aktuell verwendete Wendeschneidplatte nach 27 Minuten das Standzeitende erreicht. Kammrisse und Ausbrüche an der Wendeschneidplatte verursachten schlechte Oberflächengüte und erhöhten das Risiko eines möglichen Wendeplattenbruchs. Um diese Herausforderung zu meistern, wurden GC1130 Wendeschneidplatten getestet, die eine 100% längere Standzeit und eine verbesserte Produktionswirtschaftlichkeit erzielten.

| GC1130-KARTON | Bisherige Lösung | |
| Werkzeug | R390-032A32-17L | |
| Einfügen | R390-17 04 31M-PM 1130 | |
| zn | 2 | 2 |
| n Umin | 2636 | 2636 |
| vc m/min (ft/min) | 265 (869) | 265 (869) |
| vf mm/min (Zoll/min) | 791 (31.142) | 791 (31.142) |
| fz mm (Zoll) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (Zoll) | 5 (0.197) | 5 (0.197) |
| ae mm (Zoll) | 26 (1.024) | 26 (1.024) |
| Ergebnis | Standzeitende nach 54 Minuten | Standzeitende nach 27 Minuten |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号