
CoroMill® QD
Prozesssicheres Nutenfräsen und Abtrennen
Anleitung
Zeiteinsparung dank schnellem und einfachem Plattenwechsel. Der Schnellspannschlüssel garantiert stets die gleiche Spannkraft über einen längeren Zeitraum, da kein Verschleiß des Plattensitzes auftritt.Einfache Handhabung mit Schnellspannschlüssel
Separater Schlüssel als Zubehörartikel für Anwendungen, bei denen der Standardschlüssel aufgrund begrenztem Raum nicht eingesetzt werden kann, z.B. beim Satzfräsen.

Drehmomentschlüssel zur korrekten Spannung verwenden.Drehmomentschlüssel
Andrückscheiben für extra Stabilität minimieren Vibrationen und ermöglichen hochwertige Nuten beim Einsatz von Fräsern mit hohem Durchmesser-Breitenverhältnis.Montage der Andrückscheiben
Kleinere Andrückscheiben können zusammen mit Planfräsadaptern als kostengünstige Lösung in großen Bearbeitungszentren verwendet werden.
Schwingungsgedämpfte Silent Tools™ Adapter minimieren Vibrationen und sorgen für Stabilität bei Bearbeitungen mit großen Überhängen.Silent Tools™
Anwendungstipps
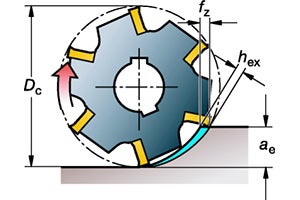
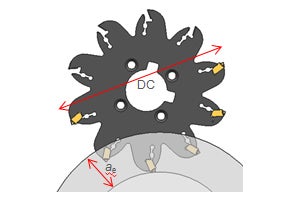
Maximale Spandicke
Beim Abtrennen und Nutenfräsen ist der wichtigste zu berücksichtigende Faktor die maximale Spandicke (hex). Die Berechnung der Schnittparameter entsprechend des korrekten hex-Wertes gewährleistet eine gute Schneidwirkung mit verbesserter Oberflächengüte und längerer Standzeit.
Abtrennen
Das Abtrennen stellt oftmals eine der letzten Anwendungen bei der Fertigstellung eines Bauteils dar, daher ist Sicherheit von größter Wichtigkeit. Ein Bruch des Werkzeugs während des Abtrennens beschädigt normalerweise das Bauteil, kann aber auch zu längeren Maschinenausfallzeiten führen.
Schnittdaten
Metrisch
| Geometrie | Sorte | vc m/min | |||||
| Durchmesser <160 mm | |||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | ||
| PL | 1030 | 220 (270–180) | 220 (290–180) | ||||
| 4340 | 220 (270–180) | ||||||
| PM | 1030 | 220 (270–180) | |||||
| 1130 | 220 (270-180) | | | | | | |
| 4340 | 220 (270–180) | ||||||
| PH | 1130 | 220 (270–180) | | | | | |
| 4340 | 220 (270-180) | | | | | | |
| ML | 1040 | 180 (200–160) | 180 (225–160) | 30 (60–20) | |||
| 2040 | 230 (275–210) | ||||||
| MM | 1040 | 180 (200–160) | 180 (225–160) | 30 (60–20) | |||
| 2040 | 230 (275–210) | ||||||
| KL | 1020 | 190 (205–165) | |||||
| 3330 | 220 (250–190) | ||||||
| KM | 1020 | | | 190 (205-165) | | | |
| 3330 | | | 220 (250-190) | | | | |
| SL | 1030 | 220 (270–180) | 35 (80–30) | 30 (45–25) | |||
| S30T | 240 (310–220) | 40 (80–30) | 40 (45–30) | ||||
| SM | 1030 | 220 (270–180) | 35 (80–30) | 30 (45–25) | |||
| S30T | 240 (310–220) | 40 (80–30) | 40 (45–30) | ||||
| S40T | 210 (275–190) | 35 (80–30) | |||||
| NL | H13A | | 985 (1030–945) | ||||
| Geometrie | Sorte | vc m/min | |||
| Durchmesser >160 mm | |||||
| ISO P | ISO M | ISO K | ISO N | ||
| PL | 1030 | 180 (270–180) | 180 (290–180) | ||
| | 4340 | 180 (270–180) | |||
| PM | 1030 | 180 (270–180) | |||
| | 1130 | 180 (270–180) | | | |
| | 4340 | 180 (270–180) | |||
| PH | 1130 | 180 (270–180) | | | |
| | 4340 | 180 (270–180) | | | |
| ML | 1040 | 160 (200–160) | 160 (225–160) | ||
| | 2040 | 210 (275–210) | |||
| MM | 1040 | 160 (200–160) | 160 (225–160) | ||
| | 2040 | 210 (275–210) | |||
| KL | 1020 | 160 (205–165) | |||
| | 3330 | 190 (250–190) | |||
| KM | 1020 | | | 160 (205–165) | |
| | 3330 | | | 190 (250–190) | |
| SL | 1030 | 200 (270–180) | |||
| | S30T | 210 (310–220) | |||
| SM | 1030 | 200 (270–180) | |||
| | S30T | 210 (310–220) | |||
| | S40T | 190 (275–190) | |||
| NL | H13A | | 985 (1030–945) | ||
Hinweis:
Empfehlung für Inconel vc = 25 (45–20) m/min
Empfehlung für Titan vc = 35 (80–30) m/min
Zoll
| Geometrie | Sorte | vc Fuß/min | |||||
| Durchmesser <6 Zoll | |||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | ||
| PL | 1030 | 720 (880–590) | 220 (290–180) | ||||
| | 4340 | 720 (880–590) | |||||
| PM | 1030 | 720 (880–590) | |||||
| | | | | | | | |
| | 4340 | 720 (880–590) | |||||
| PH | 1130 | 720 (880-590) | | | | | |
| | 4340 | 720 (880-590) | | | | | |
| ML | 1040 | 590 (655–525) | 590 (655–525) | 95 (195–65) | |||
| | 2040 | 590 (655–525) | |||||
| MM | 1040 | 590 (655–525) | 590 (655–525) | 95 (195–65) | |||
| | 2040 | 755 (900–685) | |||||
| KL | 1020 | 620 (670–540) | |||||
| | 3330 | 720 (885–590) | |||||
| KM | | | | 620 (670-540) | | | |
| | | | | 720 (820-620) | | | |
| SL | 1030 | 720 (885–590) | 115 (260–65) | 95 (145–80) | |||
| | S30T | 785 (1015–720) | 130 (260–65) | 130 (145–95) | |||
| SM | 1030 | 720 (885–590) | 115 (260–65) | 95 (145–80) | |||
| | S30T | 785 (1015–720) | 130 (260–65) | 130 (145–95) | |||
| | S40T | 685 (900-620) | 115 (260–65) | ||||
| NL | H13A | | 3230 (3380–3100) | ||||
| Geometrie | Sorte | vc Fuß/min | |||
| Durchmesser >6 Zoll | |||||
| ISO P | ISO M | ISO K | ISO N | ||
| PL | 1030 | 590 (885–590) | 590 (950–590) | ||
| | 4340 | 590 (885–590) | |||
| PM | 1030 | 590 (885–590) | |||
| | 1130 | 590 (885–590) | | | |
| | 4340 | 590 (885–590) | |||
| PH | 1130 | 590 (885–590) | | | |
| | 4340 | 590 (885–590) | | | |
| ML | 1040 | 525 (655–525) | 525 (735–525) | ||
| | 2040 | 685 (900–685) | |||
| MM | 1040 | 525 (655–525) | 525 (735–525) | ||
| | 2040 | 685 (900–685) | |||
| KL | 1020 | 520 (670–540) | |||
| | 3330 | 620 (820–620) | |||
| KM | | | | 520 (670–540) | |
| | | | | 620 (820–620) | |
| SL | 1030 | 655 (885–590) | |||
| | S30T | 685 (1015–720) | |||
| SM | 1030 | 655 (885–590) | |||
| | S30T | 685 (1015–720 | |||
| | S40T | 620 (900–620) | |||
| NL | H13A | | 3230 (3380–3100) | ||
Hinweis:
Empfehlung für Inconel vc = 80 (145–65) Fuß/min
Empfehlung für Titan vc = 115 (260–100) Fuß/min
Empfehlungen
Drehmoment
| Kupplungsgröße | Drehmoment, Nm (Fuß-Pfund) |
| X10 | 6.4 (4.7) |
| X22/Y25 | 3.9 (2.9) |
| X32/Y31 | 6.4 (4.7) |
| X40* | 70 (51.6) |
* Hinweis: Keine Senkschrauben
Kühlschmierstoffdruck
Höherer Kühlschmierstoffdruck verbessert die Spanabfuhr.
| Plattensitz-größe | Maximaler Kühlschmierstoffdruck, bar (PSI) |
| E, F | 50 (725) |
| G, H, J, K | 70 (1015) |
Maximale Spandicke - hex
Metrisch
| Geometrie |
Sorte |
hex |
||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | |||
| PL |
1030 | 0.05 (0.02–0.08) | 0.05 (0.02–0.08) | |||||
| 4340 | 0.05 (0.02–0.08) | |||||||
|
PM |
1030 | 0.11 (0.07–0.15) | | | | | |
Plattensitzgröße E, F, G, H, J |
| 1130 | 0.11 (0.07–0.15) | | | | | | ||
| 4340 | 0.11 (0.07–0.15) | | | | | | ||
|
PM |
1030 | 0.10 (0.07–0.10) | | | | | |
Plattensitzgröße K |
| 1130 | 0.10 (0.07–0.10) | | | | | | ||
| 4340 | 0.10 (0.07–0.10) | | | | | | ||
|
PH |
1130 | 0.11 (0.04–0.13) | | | | | |
Plattensitzgröße E, F, G, H, J |
| 4340 | 0.11 (0.04–0.13) | | | | | | ||
|
PH |
1130 | 0.10 (0.04–0.10) | | | | | |
Plattensitzgröße K |
| 4340 | 0.10 (0.04–0.10) | | | | | | ||
|
ML |
1040 | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | | | 0.11 (0.07–0.15) | | |
| 2040 | | 0.04 (0.01–0.07) | | | | | ||
|
MM |
1040 | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | | | 0.11 (0.07–0.15) | | |
| 2040 | | 0.08 (0.04–0.12) | | | | | ||
|
KL |
1020 | | | 0.11 (0.02–0.15) | | | | |
| 3330 | | | 0.11 (0.02–0.15) | | | | ||
|
KM |
1020 | | | 0.11 (0.02–0.15) | | | | |
| 3330 | | | 0.11 (0.02–0.15) | | | | ||
|
SL |
1030 | | 0.04 (0.01–0.07) | | | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | |
| S30T | | 0.04 (0.01–0.07) | | | 0.04 (0.01–0.07) | 0.04 (0.01–0.07) | ||
|
SM |
1030 | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | |
| S30T | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | 0.08 (0.04–0.12) | ||
| S40T | | 0.08 (0.04–0.12) | | | 0.08 (0.04–0.12) | | ||
| NL | H13A | | | | 0.13 (0.01–0.25) | | ||
Zoll
| Geometrie |
Sorte |
hex |
||||||
| ISO P | ISO M | ISO K | ISO N | ISO S | ISO H | | ||
| PL |
1030 | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | |||||
| 4340 | 0.002 (0.001–0.003) | |||||||
|
PM |
1030 | 0.004 (0.003–0.003) | | | | | |
Plattensitzgröße E, F, G, H, J |
| 1130 | 0.004 (0.003–0.003) | | | | | | ||
| 4340 | 0.004 (0.003–0.003) | | | | | | ||
|
PM |
1030 | 0.004 (0.003–0.003) | | | | | |
Plattensitzgröße K |
| 1130 | 0.004 (0.003–0.003) | | | | | | ||
| 4340 | 0.004 (0.003–0.003) | | | | | | ||
|
PH |
1130 | 0.004 (0.002–0.003) | | | | | |
Plattensitzgröße E, F, G, H, J |
| 4340 | 0.004 (0.002–0.003) | | | | | | ||
|
PH |
1130 | 0.004 (0.002–0.003) | | | | | |
Plattensitzgröße K |
| 4340 | 0.004 (0.002–0.003) | | | | | | ||
|
ML |
1040 | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | | |
| 2040 | | 0.002 (0.001–0.003) | | | | | ||
|
MM |
1040 | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | | |
| 2040 | | 0.002 (0.002–0.005) | | | | | ||
|
KL |
1020 | | | 0.004 (0.001–0.006) | | | | |
| 3330 | | | 0.004 (0.001–0.006) | | | | ||
|
KM |
1020 | | | 0.004 (0.001–0.006) | | | | |
| 3330 | | | 0.004 (0.001–0.006) | | | | ||
|
SL |
1030 | | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | |
| S30T | | 0.002 (0.001–0.003) | | | 0.002 (0.001–0.003) | 0.002 (0.001–0.003) | ||
|
SM |
1030 | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | |
| S30T | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | 0.003 (0.002–0.005) | ||
| S40T | | 0.003 (0.002–0.005) | | | 0.003 (0.002–0.005) | | ||
| NL | H13A | | | | 0.005 (0.001–0.01) | | ||
Hinweis: Maximale hex für Plattensitzgröße K ist aufgrund des Fräserkörpers begrenzt.
Empfehlungen für Fräser mit einem Durchmesser von 63 mm (2.5 Zoll)
-
PL-Geometrie ist die erste Wahl für ISO P-Anwendungen
-
Bei Einsatz der PM Geometrie maximal 70% des empfohlenen hex-Wertes verwenden
-
PH-Geometrie wird nicht empfohlen
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号