
CoroMill® 345
Erste Wahl für hoch produktives Planfräsen

Bearbeitung mit Wiper-Wendeschneidplatten

Innere Kühlschmierstoffzufuhr
Setzen Sie bei der Bearbeitung von rostfreiem Stahl innere Kühlschmierstoffzufuhr für beste Oberflächengüte ein. Verwenden Sie für innere Kühlschmierstoffzufuhr eine Kühlschmierstoffschraube.
Montage der Zwischenlage
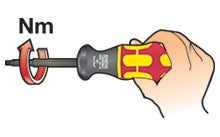
Drehmomentwert
Schraube für Wendeschneidplatte: 3.0 Nm (26.5 Zoll-Pfund)
Schraube für Zwischenlage: 6.0 Nm (53 Zoll-Pfund)
Anwendungshinweise
Schlichten mit Wiper-Wendeschneidplatten
Mit Standard-Wendeschneidplatten in Kombination mit einer und mehreren Wiperplatten lässt sich eine exzellente Oberflächengüte erzielen. Wiper-Wendeschneidplatten erzielen die besten Ergebnisse mit hohen Vorschüben (fn) bei Einsatz von Fräsern in großen Durchmessern mit extra enger Teilung und Einstellmöglichkeiten.

Auswahl der richtigen Teilung
Die Wahl der geeigneten Teilung für die durchzuführende Bearbeitung ist ein wichtiger Faktor.
• Bei der Bearbeitung von ISO P, Fräser mit L- oder M-Teilung mit hohem Zahnvorschubfz einsetzen, um eine hohe Produktivität beizubehalten und die Kosten zu senken
• Die gleichen H- und HX-Teilungen erzeugen im Vergleich zu Fräsern mit ungleicher Teilung einen ruhigeren Lauf
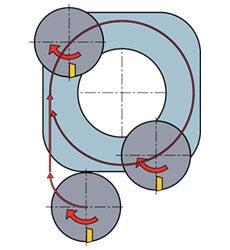
Fräser konstant im Eingriff halten
Die Position des Fräsers in Relation zum Werkstück und der Kontakt der Fräserzähne sind ausschlaggebende Faktoren für eine erfolgreiche Fräsbearbeitung.
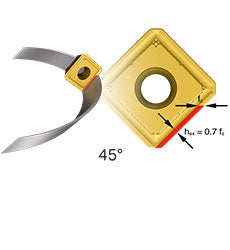
Maximale Spandicke
Für maximale Produktivität, den Wert hex fürfz Berechnungen einsetzen.
Die Berechnung der Schnittparameter entsprechend des korrekten hex Wertes, gewährleistet eine gute Schneidwirkung mit verbesserter Oberflächengüte und längerer Standzeit.
Empfehlungen
●
Schwierige Bedingungen

L
Begrenzte Stabilität und Leistung
Großer Überhang
◐
Durchschnittliche Bedingungen

M
Allgemeiner Verwendungszweck
○
Gute Bedingungen

H
Gute Stabilität und Leistung
Kurz spanende Werkstoffe
☆
Exzellente Bedingungen

HX
Exzellente Stabilität und Leistung
Kurz spanende Werkstoffe
1. Wahl Wendeschneidplatten
| Schruppen | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Mittlere Bearbeitung | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Schlichten | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Schnittdaten
| Geometrie | ISO | CoroMill® 345 | |||||
| fz (Vorschub pro Zahn), mm (Zoll) | fz (hex), mm (Zoll) | ||||||
| Min | Start | Max | Min | Start | Max | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0,55 (0,022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0,55 (0,022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号