
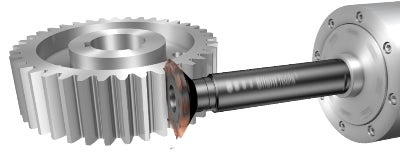
Bearbeitung eines Zahnrades
Herausforderung: Reduzierung der Taktzeit zur Bearbeitung eines Zahnrades.
Ergebnis: InvoMilling™ mit CoroMill® 162, unterstützt durch eine Schruppbearbeitung mit CoroMill® 331, führte zu einer deutlich verkürzten Bearbeitungszeit.
Einer unserer Kunden, ein Unternehmen, das in der Produktion von Zahnrädern tätig ist, setzte zur Herstellung der Evolventenform der Verzahnung VHM-Schaftfräser ohne Vollprofil ein. Da die Bearbeitung von Verzahnungen mit Schaftfräsern sehr viele Durchgänge erfordert, ist diese Methode ineffizient. Das Unternehmen wandte sich an die Sandvik Coromant Spezialisten zwecks Anwendung einer produktiveren Bearbeitungsmethode.
Die Kombination von Anwendungswissen, neuester Zerspanungstechnik und speziellen Werkzeugen resultierte in eine zeitsparende Lösung. Durch den Einsatz von InvoMilling zur Herstellung der Evolventenform der Verzahnung konnte das komplette Zahnrad in deutlich kürzerer Zeit als bisher gefertigt werden.
| Bauteil | Zahnrad, Geradverzahnung |
| Werkstoff | Stahl, AISI 1045, P1.2.Z.AN |
| Modul, mm (DP) | 12 (4.23) |
| Anzahl Zähne, z | 38 |
| Spitzendurchmesser, da, mm (Zoll) | 480.13 (18.902) |
| Verzahnungsbreite, b, mm (Zoll) | 140 (5.512) |
46%
KÜRZERE
BEARBEITUNGS-
ZEIT
| Ergebnisse | InvoMilling Lösung | Schaftfräslösung | ||
| Fräserkörper: 162-140Q32-60 Wendeschneidplatten: 176M60-150612E-PM 1030 | ||||
| Taktzeit, Std. | 3.75 | 7 |

