
CoroMill® 415
Fräskonzept für hohe Vorschübe
Drehmomentwert
Die korrekten Drehmomentwerte liegen bei 0.6 Nm für IC05 und 1.2 Nm für IC07

Bedienanleitung für Komplettwerkzeuge
Reinigen Sie den Sitz sorgfältig, bevor Sie eine neue Wendeschneidplatte anbringen. Durch ihre kleine Größe wird empfohlen, die IC05 Schneidkante bei einem Freiflächenverschleiß (Vb) von max. 0.15 mm (0.006 Zoll) in ISO M- und ISO S-Werkstoffen zu wechseln.
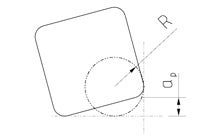
Programmierradius
Die zu programmierenden Radien sind 1.5 mm (0.059 Zoll) für IC05 und 2.2 mm (0.087 Zoll) für IC07. Beziehen Sie sich auf die Empfehlungen für die Korrekten R und ap für verschiedene Geometrien.

Kühlschmierstoffanschluss
Standard-Kühlschmierstoff mit radialem Austritt für alle Fräskörper.
Anwendungshinweise

Spanbildung
Erfolgreiche Spanbildung und -abfuhr sind der Schlüssel zu einer hochwertigen Fräsbearbeitung. Erfahren Sie mehr über die Bildung perfekter Späne und denken Sie an die goldene Regel: Von dicken zu dünnen Spänen.
Fräserposition
Jedesmal, wenn eine Schneidkante des Fräsers in das Werkstück eingreift, wird sie einer Stoßbelastung ausgesetzt. Der kürzeste Weg zu einer erfolgreichen Fräsbearbeitung ist der richtige Kontakt zwischen Schneidkante und Werkstoff bei Werkzeugeintritt und -austritt.
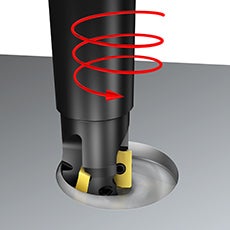
Drei Lösungen für erfolgreiches Schrägeintauchen
Schrägeintauchen ist ein wirkungsvolles Verfahren zur Erstellung von Kammern. Es gibt drei wichtige Überlegungen, die bei korrekter Anwendung für ein erfolgreiches Schrägeintauchen beachtet werden müssen.
Empfehlungen
Schnittdaten
| IC | ISO-Gruppe | MC | Startwerte | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0.48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.48 | |
| IC | ISO-Gruppe | Materialbeispiele | Startwerte | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0.55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.55 | |
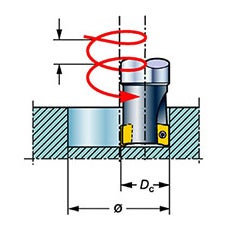
Spiralinterpolation
CoroMill® 415 |
||||||
| Fräserdurchm. | iC 05 | iC 07 | ||||
| Eintauchwinkel (α°) | b | 4.1 | Eintauchwinkel (α°) | b | 5.5 | |
| max. ap | 0.85 | max. ap | 1.2 | |||
| max. Dm | min. Dm | max. Dm | min. Dm | |||
| 13 | 0.848 | 24.8 | 18 | |||
| 16 | 0.97 | 30.8 | 24 | |||
| 20 | 0.616 | 38.8 | 32 | 0.56 | 38 | 28 |
| 25 | 0.64 | 48.8 | 42 | 0.61 | 48 | 38 |
| 32 | 0.65 | 62.8 | 56 | 0.63 | 62 | 52 |
| 40 | 0.48 | 78 | 68 | |||
Radiusprogrammierung und maximale Schnittstelle
| Wendeschneidplattecode | ap, mm (Zoll) | R, mm (Zoll) |
| 415N-05 02 06M-M30... | 0.85 (0.033) | 1.5 (0.059) |
| 415N-05 02 12M-M30... | 0.85 (0.033) | 2.0 (0.079) |
| 415N-07 03 10M-M30... | 1.2 (0.047) | 2.2 (0.087) |
| 415N-07 03 20M-M30... | 1.2 (0.047) | 2.8 (0.110) |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号