
CoroMill® MH20
Taschenfräsen mit hohen Vorschüben
Anleitungen
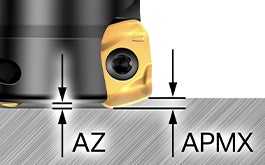
Maximale Schnitttiefe (APMX)
Maximale Schnitttiefen:
IC06: 0.8 mm (0.031 Zoll)
IC08: 1.3 mm (0.051 Zoll)
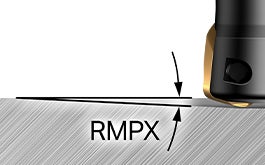
Eintauchwinkel (RPMX)
Rampwinkel:
IC06: 3.6°–10.1°
IC08: 1.7°–10.7°

Programmierradius (REEQ)
Programmierradien:
IC06: 2.0 mm (0.079 Zoll)
IC08: 2.5 mm (0.098 Zoll)
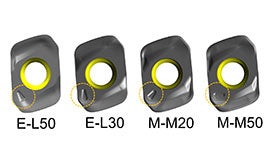
Markierung der Geometrien
Die Wendeschneidplatten sind zur Unterscheidung der Geometrien entsprechend gekennzeichnet.
Anwendungstipps
Drei wesentliche Faktoren für erfolgreiches Schrägeintauchen
Schrägeintauchen ist ein effizientes Verfahren bei der Bearbeitung von Taschen. Es gibt drei wichtige Überlegungen, die bei korrekter Anwendung für ein erfolgreiches Schrägeintauchen zu beachten sind. Schnittdaten finden Sie im nachfolgenden Abschnitt „Empfehlungen“ oder lesen Sie mehr über das Schrägeintauchen auf unserer Wissensseite.
Tauchfräsen
Beim Tauchfräsen ist ein Fräser mit extra enger Teilung zu verwenden, um sicherzustellen, dass mehrere Zähne gleichzeitig im Eingriff sind. Hier erhalten Sie wichtige Tipps für erfolgreiche Tauchfräsanwendungen. Schnittdaten finden Sie im nachfolgenden Abschnitt „Empfehlungen“ oder lesen Sie mehr über das Schrägeintauchen auf unserer Wissensseite.
Empfehlungen
Bestellnummernschlüssel
Fräserkörper
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fräsen
- Hoher Vorschub
- Produktfamilie = 2
- Version = 0
- Zöllige Fräser
- R = Rechtsausführung
- DCX
- Kupplungsarten
A/O = Zylindrisch (metrisch, Zoll)
Q/R = Fräsdorn (metrisch, Zoll)
EH = EH-Adapter
- Kupplungsgröße
- Wendeschneidplattengröße
- Teilung: L/M/H
Wendeschneidplatte
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fräsen
- Hoher Vorschub
- Produktfamilie = 2
- Version = 0
- Wendeschneidplattengröße
- Dicke
- Programmierradius
- Schneidkantenqualität
E: Umfanggeschliffen
M: Direktgepresst
- Geometrie
- Sorte
Geometrien
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Umfanggeschliffene Geometrie | Umfanggeschliffene Geometrie | Direktgepresste Geometrie | Direktgepresste Geometrie |
| ISO S und M | ISO S und M | ISO P und H | ISO P |
|
|
|
|
Schnittdaten, Vorschubempfehlungen
| ISO-Anwendungsbereich | Sorte | Wendeschneidplattengröße | Geometrie | fz, Startwert (min-max) | |
| mm/z | Zoll/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Schnittdaten, Schnittdateninformationen
| ISO-Anwendungsbereich | Sorte | vc, (min-max) | |
| m/min | Fuß/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
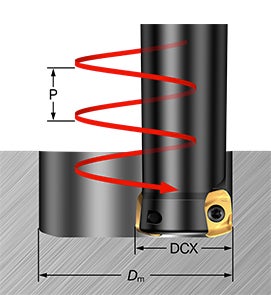
Spiralförmiges Schrägeintauchen
| Metrische Fräser (DCX) | Zöllige Fräser (DCX) | IC06 Wendeschneidplatten | IC08 Wendeschneidplatten | ||||||
| Max. ap 0.8 mm (.031 Zoll) | Max. ap 1.3 mm (.051 Zoll) | ||||||||
| Max. Rampwinkel (RMPX) | Max. Dm | Flacher min. Dm | Min. Dm | Max. Rampwinkel (RMPX) | Max. Dm | Flacher min. Dm | Min. Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
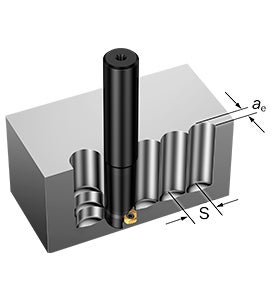
Tauchfräsen
Auskragung L ≤ 3×D

Hinweis! S muss ≤ 20 mm sein
| IC | Max. ae, mm (Zoll) | Vorschub, mm/z (Zoll/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Auskragung L ≥ 3×D

Hinweis! S muss ≤ 20 mm sein
| IC | Max. ae, mm (Zoll) | Vorschub, mm/z (Zoll/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号