
CoroCut® 1-2
Versatile parting and grooving
Bedienanleitungen
Bedienanleitungen für CoroCut 1-2 QS-Schäfte ansehen und herunterladen
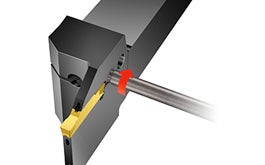
Wendeschneidplattenwechsel und Kühlschmierstoffanschluss an QS-Schäften

Finden Sie den passenden Adapter für Ihre bestimmte Maschine
Diese Spanneinheiten und angetriebenen Werkzeughalter sind optimiert für spezifische Revolverschnittstellen mit einzigartiger "Bolt-on-Ausführung" für jede Werkzeugmaschinenmarke.
Anwendungshinweise
Zum Abstechen und Einstechen gibt verschiedene Tipps, die bei richtiger Anwendung Ihre Ab- und Einstechbearbeitung radikal verbessern
Besuchen Sie Abstechen & Einstechen auf der Webseite Anwendung und Know-how
Empfehlungen
- Beginnen Sie mit den Schnittdatenempfehlungen der ersten Wahl
- Sämtliche Schnittdatenempfehlungen sind ohne Präzisionskühlung angegeben
- Schnittgeschwindigkeit um 30–50% bei Verwendung von Präzisionskühlung erhöhen
- Beim Abstechen und Außennutendrehen ist CoroCut® 1-2 eine kosteneffiziente Lösung bis zu Stechtiefen, für die sich zweischneidige Wendeschneidplatten verwenden lassen.
Wenn CoroCut 1-2 nicht Ihren Anforderungen entspricht, besuchen Sie unsere Seite Werkzeuge zum Abstechen und Einstechen für weitere Werkzeugempfehlungen.
Wendeschneidplattenempfehlungen
Plattensitzgrößen
- Die Wendeschneidplatten sind in unterschiedlichen Plattensitzgrößen mit verschiedenen Eckenradien erhältlich
- Die Plattensitzgrößen müssen der Haltersitzgröße entsprechen.
Plattensitzgrößen
- D-G in V-Form:
- Wendeschneidplattenbreiten: 1.5–3 mm (0.059–0.118 Zoll)
- Einstechtiefe: 12.9–18.8 mm (0.508–0.740)
- H-R mit stabiler Prismenführung:
- Wendeschneidplattenbreiten: 4–15 mm (0.157–0.394 Zoll)
- Einstechtiefe: 23.7–28.0 (0.933–1.102 Zoll)
Wendeschneidplatten erster Wahl
Verwenden Sie diese Tabellen zur Auswahl der besten Wendeschneidplatte erster Wahl für Ihre Bearbeitung
Nutendrehen mit CoroCut® 1-2
CoroCut® 2 Wendeschneidplatten bieten hervorragende Spankontrolle beim Nutendrehen mit kleinen Freiraumtiefen und niedrigem Vorschub.
- -RM ist eine universelle Geometrie zum Profildrehen in sämtlichen Werkstoffen.
- Verwenden Sie die RO-Geometrie für Anwendungen in rostfreien Stahl, HRSA und anderen klebenden Werkstoffen.
Nutenstechen für Sicherungsringe
Für niedrige Schnittkräfte und gute Oberflächenqualität, CoroCut® 1-2 mit GF-Geometrie verwenden
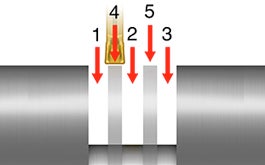
Empfehlungen für Wendeschneidplatten zum Abstechen
1 |
2 |
3 |
4 |
5 |
|
| Stahl | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| Rostfreier Stahl | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| Guss | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| NE-Metalle | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| HRSA & Ti | GC1105 –CM | GC1105 –CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| Gehärteter Stahl | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- 1. Abstechen von Stangen oder Rohren – Gute bis normale Bedingungen
- 2. Abstechen von Stangen – Gute bis normale Bedingungen (Gegenspindel und /oder Vorschubreduzierung in der Mitte)
- 3. Abstechen von Stangen – Normal bis schwierige Bedingungen, keine Vorschubreduzierung in der Mitte
- 4. Abstechen von Stangen oder Rohren – Leichte bis mittlere Schnittunterbrechung
- 5. Abstechen von Stangen oder Rohren – Mittlere bis schwere Schnittunterbrechung
Empfehlungen für Wendeschneidplatten zum Einstechen
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| Stahl | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| Rostfreier Stahl | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| Guss | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| NE-Metalle | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| HRSA & Ti | GC1105 -GF | GC1105 -TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| Gehärteter Stahl | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- Nutenbearbeitung
- Drehen breiterer Nuten
- Außenprofildrehen
- Innenprofildrehen
- Innennutendrehen
- Innendrehen breiterer Nuten
- Axialeinstechen
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号