
CoroCut® QI
Optimiert zum Innennutendrehen und Axialeinstechen kleiner Durchmesser.
Auswahl des Werkzeugs zum Axialeinstechen
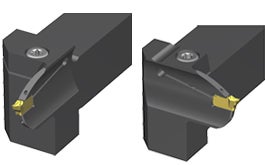
Form A oder Form B
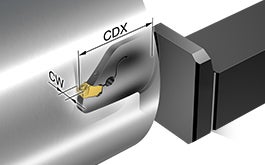
Wendeschneidplattenbreite (CW)
Nehmen Sie die Wendeschneidplatte und das Werkzeug für den größten Durchmesser, der zu Ihrer Nut passt. Ein breiterer Halter verfügt über höhere Steifigkeit und bietet mehr Stabilität.

Max. Stechtiefe (CDX)
Stets ein Werkzeug mit der kleinsten Stechtiefe (CDX) verwenden, um maximale Stabilität zu erzielen.

Durchmesserbereich für den ersten Einstich (DAXIN und DAXX)
Nehmen Sie das Werkzeug für den größten Durchmesser, der zu Ihrer Nut passt. Ein Werkzeug mit einem größeren Durchmesser ist weniger gebogen, dafür aber stabiler. Darüber hinaus bietet es eine verbesserte Spankontrolle.

Anwendungshinweise

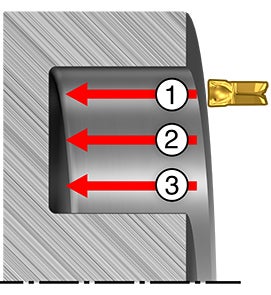
Methoden zum Innennutendrehen
Je nach Anwendung gibt es einige unterschiedliche Strategien, die beim Innennutendrehen zu berücksichtigen sind.
Erfahren Sie mehr über die richtige Anwendung beim Schruppen mit nicht linearem Vorschub, beim Schruppen mit radialem Vorschub, beim Schruppen mittels Längsdrehen und Schlichten, sowie über andere wichtige Aspekte.
Methoden zum Axialeinstechen
Je nach Anwendung gibt es einige unterschiedliche Strategien, die beim Axialeinstechen zu berücksichtigen sind.
Erfahren Sie mehr über die richtige Anwendung beim Schruppen mit axialem Vorschub, beim Schruppen mittels Längsdrehen, beim Schlichten und der Bearbeitung tiefer Nuten sowie andere ebenfalls wichtige Aspekte.
Überhang
Zur Vermeidung von Vibrationen sollte der kürzeste Überhang für die Aufspannung und die Geometrie mit der leichtesten Schneidwirkung gewählt werden.
Empfehlungen
Geometrien

| 
| 
| |
| -GF | -TF | -RM | |
| Anwendung: |
|
|
|
| Features: |
|
|
|
Sorten
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Werkstoffe: | ISO S, M und N | ISO P, M, K und S | ISO P und M | ISO P, M und S | ISO N und S |
| Features: |
|
|
|
|
|
| Geometrien: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Erstklassige Sorten und Geometrien
 |

|
 |

|
|
| Innennut | Breite Innennut | Axialnut | Profildrehen innen/axial | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
EasyFix™
Stets CoroCut® QI Bohrstangen mit EasyFix™ Spannzangen verwenden Eine Feder in der Spannaufnahme rastet in die Nut in der Bohrstange ein und garantiert so die korrekte Mittenhöhe für jedes Set-up Die metallische Abdichtung bietet eine gute Zerspanungsleistung bei einem Kühlschmierstoffdruck von bis zu 150 bar

Bestellnummernschlüssel
QS™ Schäfte
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
CoroTurn® SL Schneidkopf
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Bohrstange
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Schnellwechselsystem für Schäfte
SL: CoroTurn® SL SL-Schneidköpfe - Produktfamilie
- R: Werkzeug in Rechtsausführung
L: Werkzeug in Linksausführung - F/G: 0º/90º Halterausführung (Schäfte)
AF/AG: Bohrstange für das Axial-/Innennutendrehen
- Plattensitzgröße, E/F/G/H/J/K
- Stechtiefe (CDX)
- C: Interne Kühlschmierstoffzufuhr
- Schaft-/Kupplungsgröße
- Face: DAXIN, Mindestdurchmesser für ersten Einstich
Innen: Dmin1, min. Bohrungsdurchmesser - Axial: A/B Formtyp
Wendeschneidplatten
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Produktfamilie
- Schneidkantenwinkel
N = Neutrale Wendeschneidplatten - Plattensitz
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Wendeschneidplattenbreite (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Stirnseitiger Einstellwinkel der Wendeschneidplatte
00: Kein Winkel, 0° - Eckenradius
02: 0.2 mm
03: 0.3 mm
04: 0.4 mm
- Wendeschneiplattengeometrie
TF: Für das Einstechen und Längsdrehen
GF: Geschliffen, für das Einstechen
RM: Für das Profildrehen
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号