
CoroMill® Dura
Vielseitige Vollhartmetall-Schaftfräser
Sortiment
| Code | ZEFF | APMX | DC (mm) | Freistich | Spanbrecher | RE (mm) | Fase (mm) | Max. Eintauchwinkel | Vollspur |
| 1K212-XA/-XB | 2 | 1xD | 2-20 | - | - | - | 0.08-0.3 | 20° | 1xD |
| 1K232-XA/-XB | 2 | 2xD | 1-20 | - | - | - | 0.08-0.3 | 20° | 1.5xD |
| 1K312-XA/-XB | 3 | 1xD | 2-20 | - | - | - | 0.08-0.3 | 5° | 1.5xD |
| 1K333-XA/-XB | 3 | 2xD | 1-20 | - | - | - | 0.08-0.3 | 5° | 1xD |
| 1K324-XA/-XB | 4 | 1.5xD | 2-20 | - | - | - | 0.08-0.3 | 20° | 1.5xD |
| 1K334-XC/-XD | 4 | 2xD | 2-20 | ja | - | 0.2-4 | - | 20° | 1xD |
| 1K334-XB | 4 | 2xD | 6-20 | - | - | - | 0.13-0.3 | 20° | 1xD |
| 1K344-XD | 4 | 2.5xD | 6-20 | ja | - | - | 0.13-0.3 | 20° | 1xD |
| 1K354-XC/XD | 4 | 3xD | 2-20 | ja | ja | 0.2-4 | - | 5° | 0.25xD |
| 1K325-XA/-XB | 5 | 1.5xD | 3-20 | - | - | - | 0.08-0.3 | 10° | 1xD |
| 1K335-XC/XD | 5 | 2xD | 3-20 | ja | - | 0.2-4 | - | 10° | 0.5xD |
| 1K365-XC/XD | 5 | 3.5xD | 3-20 | ja | ja | 0.2-4 | - | 4° | - |
| 1K365-XD | 5 | 3.5xD | 6-20 | ja | ja | - | 0.13-0.3 | 4° | - |
| 1K337-XD | 7 | 2xD | 6-25 | ja | - | 0.5-4 | - | 5° | - |
| 1K357-XD | 7 | 3xD | 6-25 | ja | ja | 0.5-4 | - | 4° | - |
| 1K377-XD | 7 | 4xD | 6-25 | ja | ja | 0.5-4 | - | 3° | - |
Werkzeugauswahl
Erste Wahl


Plug-and-Play-Lösung
1K334/1K344 (z=4, APMX=2×D)
1K324 (z=4, APMX=1.5×Dc)
Benötigen Sie etwas Spezielleres?

Passfedernut oder für angetriebene Einheiten
1K212 (z=2, APMX=1×Dc)
1K232 (z=2, APMX =2×Dc)
1K313 (z=3, APMX =1×Dc)
1K333 (z=3, APMX =2×Dc)

Highfeed-Sidemilling/ Kleine Eingriffsbreiten
1K354 (z=4, APMX=3×Dc)
1K365 (z=5, APMX=3.5×Dc)

Highfeed-Sidemilling/ Mittlere bis große Eingriffsbreiten
1K325 (z=5, APMX=1.5×Dc)
1K335 (z=5, APMX=2×Dc)

Schlichten/Vorschlichten
1K337 (z=7, APMX=2×Dc)
1K357 (z=7, APMX=3×Dc)
1K377 (z=7, APMX=4×Dc)
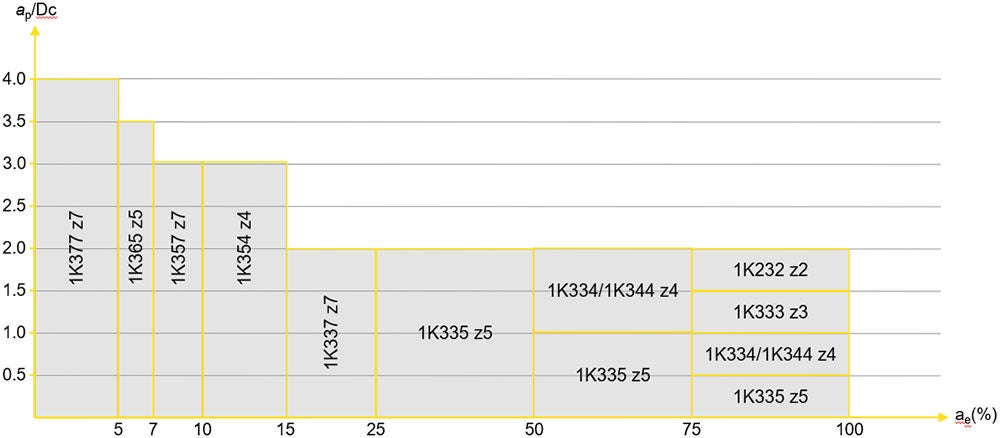
Maximale Eingriffsbreiten: ap/ae
Schnittdatenempfehlungen
Empfehlungen für Schnittdaten anzeigen
Bestellnummernschlüssel
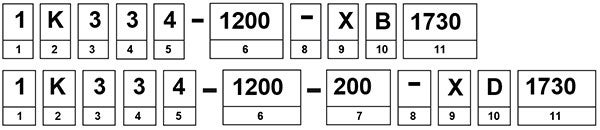
1.
Serie 1: Universell
2.
Stirngeometrie K: WhisperKut
3.
Helixwinkel, Spannut 2: 25° <FHA≤35°
3: 35° <FHA≤45°
4. Durchschnittliche Schnittlänge der Werkzeugart (APMX/DC) 1: 0.6-1.0 x DC
2: 1.1-1.5 x DC
3: 1.6-2.0 x DC
5: 2.6-3.0 x DC
6: 3.1-3.5 x DC
7: 3.6-4.0 x DC
5. Laufende Nummer zur Unterscheidung der Werkzeugcodes 2: Zwei Schneiden
3: Drei Schneiden
4: Vier Schneiden
5: Fünf Schneiden
7: Sieben Schneiden
6. Werkzeugdurchmesser (DC) in 1/100
z. B. 1200 = 12.00 mm
7. Eckenradien in 1/100
z .B. 200 = 2 mm
8.
Kühlmittel - Kein Kühlmittel
C: Radialer Kühlschmierstoffaustritt
A: Axialer Kühlschmierstoffaustritt
9.
Primärer ISO-Werkstoff X: Multi
10.
Schaft A: Zylindrisch
B: Weldon
C: Zylindrisch mit Halsfreischliff
D: Weldon mit Halsfreischliff
11. Sorte
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号