
CoroTurn® 300
Effektives Drehen hochwertiger Bauteile
Hinweise

Wendeschneidplattenwechsel
Der Wendeplattenwechsel erfolgt in fünf einfachen Schritten, wobei sich die Wendeschneidplatte durch das neue Hebelspannsystem selbst im Plattensitz positioniert und sichert. Feste Aufnahmepunkte (iLock™) sorgen für einen stabilen und präzisen Sitz. Ein Drehmoment von 4.5 Nm verwenden.

Kühlschmierstoffanschluss an QS™-Schäften
Es gibt vier Optionen für den Kühlschmierstoffanschluss: Einsatz eines Adapters (erste Wahl) mit rückseitiger Rohrverbindung, mit vorderem und unterem Anschluss oder rückseitigem Rohranschluss mit einem QS-Anschlag

Kühlschmierstoffzufuhr
Durch Verschließen der Kühlschmierstoffbohrungen können Sie zwischen Ober- oder Unterkühlung oder beiden Zufuhrtypen wählen, welche die Standardausführung ist.




Anwendungstipps
Empfehlungen
Wendeschneidplatten-Geometrien und Sorten
| Anwendung | Geometrie |
| Schlichten | -L4 |
| Mittel | -M5 |
| Superfeine Oberfläche / hoher Vorschub | -M5W |
| Bearbeitungsbedingungen | P |
| Gut | GC4415 |
| Durchschnittlich | GC4425 |
| Schwierig | GC4425 |
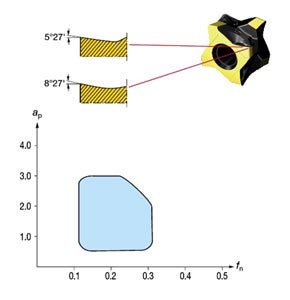
- -L4, Eckenradien 04: Ausgezeichnet bei ap 0.25–3 mm (.010–.118 Zoll) und fn zwischen 0.1–0.3 mm/U (.004–.012 Zoll/U)
- -L4, Eckenradien 08: Ausgezeichnet bei ap 0.5–3 mm (.020–.118 Zoll) und fn zwischen 0.12–0.32 mm/U (.005–.013 Zoll/U)
- -L4, Eckenradien 12: Ausgezeichnet bei ap 0.65–3 mm (.026–.118 Zoll) und fn zwischen 0.15–0.35 mm/U (.006–.014 Zoll/U)
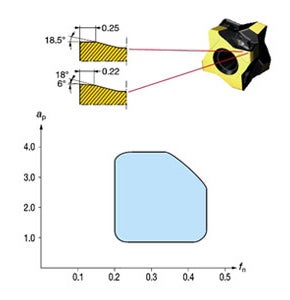
- -M5, Eckenradien 08: Ausgezeichnet bei ap 0.8–3.8 mm (.031 –.150 Zoll) und fn zwischen 0.2–0.45 mm/U (.008–.018 Zoll/U)
- -M5, Eckenradien 12: Ausgezeichnet bei ap 1.2–3.8 mm (.047–.150 Zoll) und fn zwischen 0.25–0.55 mm/U (.010–.022 Zoll/U)
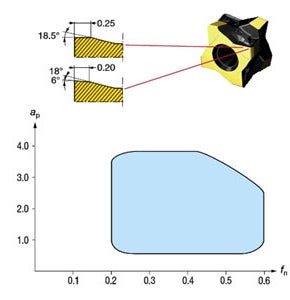
- -M5W, Eckenradien 08: Ausgezeichnet bei ap 0.5-3.8 mm (.020-.150 Zoll) und fn zwischen 0.2-0.6 mm/ U (.008-.024 Zoll / U)
- -M5W, Eckenradien 12: Ausgezeichnet bei ap 0.8-3.8 mm (.031-.150 Zoll) und fn zwischen 0.25-0.7 mm/U (.010-.028 Zoll/U)
Positionierung -L4, M5 und -M5W vs. ISO Geometrien
Schneidkantenzähigkeit

Spanbruchbereich
Hinweis:
Hoher Spanbruchbereich = hoher
ap und
fn
Querschnitte und Anwendungsbereich
-L4
-M5
-M5W
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号