
T-Max® P
Produktives Außendrehen großer bis mittlerer Bauteile

Wendeschneidplattensitz
Plattensitz reinigen und auf beschädigte Stellen sowie Kontaktflächen für Wendeschneidplatte überprüfen.
Zwischenlagen und Sitze für Zwischenlagen
Sicherstellen, dass die Ecken der Zwischenlage bei der Bearbeitung oder Handhabung nicht abgeschlagen worden sind oder Aufbauschneidenbildung aufweisen.

Kontaktflächen
Aufnahme- und Kontaktflächen auf Beschädigung oder Verunreinigung überprüfen.

Aufspannung
Für Aufbohroperationen sollte das beste Spannsystem verwendet werden. Andernfalls wird der Werkzeugüberhang vergrößert und Vibrationen könnten hervorgerufen werden.

Anwendungshinweise
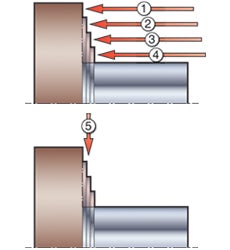
Spanstau vermeiden
Gegen die Schulter drehen (Schritt 1 – 4) und vor der Endabmessung der Schulter stoppen. Der Vorschub ist über alle vier Schritte beizubehalten, um Spanstau zu vermeiden. Der letzte Schneidvorgang (5) sollte in einem vertikalen Schnitt erfolgen, der vom äußeren zum inneren Durchmesser geführt wird.

Vermeiden Sie Vibrationen
Es sollten Maschinen mit zwei Revolvern (oben und unten) eingesetzt werden, um Vibrationen zu vermeiden. Die Werkzeugspannung sorgt für einen Ausgleich der Kräfte und stabilisiert den gesamten Prozess durch Vermeidung von Vibrationen und Durchbiegung des Bauteils.
Empfehlungen
Wendeschneidplatte und Wendeschneidplattensystem
Außenbearbeitung
| Schlichten | Mittel | Schruppen | |
| Wendeschneidplattenform | C | C | C |
| Wendeschneidplattengröße | 12 | 12 | 12 |
| Einstellwinkel | 95° | 95° | 95° |
| Spannung | Kniehebel | Kniehebel | Kniehebel |
Innenbearbeitungen
| Schlichten | Mittel | Schruppen | |
| Wendeschneidplattenform | C | C | C |
| Wendeschneidplattengröße | 12 | 12 | 12 |
| Einstellwinkel | 95° | 95° | 95° |
| Spannung | Kniehebel | Kniehebel | Kniehebel |
Wendeschneidplattensorte
| Bearbeitungsbedingungen | P | M | K | S | H |
| Gut | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Mittel | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Schwierig | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Wendeschneidplattengeometrie
| Bearbeitung | P | M | K | S | H |
| Schlichten | -PF | -MF | -KF | -SF | S01525 |
| Mittel | -PM | -MM | -KM | -SM | S01525 |
| Schruppen | -PR | -MR | -KR | -SMR | S02035 |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号