
CoroThread® 266
Highly rigid external and internal thread turning
OptiThreading™ method resolves chip issue and improves productivity
A manufacturer producing studs for the power generation industry was experiencing poor process security and efficiency issues due to long chips forming in their threading operation, resulting in several machine stops per cycle. The manufacturer tested the threading method OptiThreading™ with the following result.
| Industry segment: | Power generation |
| Operation: | Thread turning |
| Thread: | 1-3/8” - 8 UN (3.175mm pitch), Length 300 mm |
| Machine: | Doosan |
| Component: | Double threaded stud |
| Material: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Coolant: | Yes |
| Image not available |  | |
 | ||
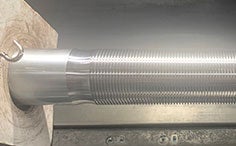
| The chips broke efficiently as the cutting tool moved in and out of cut during an uninterrupted machining cycle. | ||
| Tool holder | 266RFG-2525-16 | 266RFG-2525-16 |
| Insert | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Cutting data | ||
| Vc (m/min) | 50 | 110 |
| N (r/min) | 456 | 1000 |
| Fn (mm/rev) | 3,175 | 3,175 |
| nap (number of infeeds) | 17 | 15 |
| Results | ||
| Challenge | Needed to stop 3 times in cycle to clear chips from around chuck and component | No chip issues and double productivity |
| Tool life, pieces per edge | Not available | Estimated double amount of pieces per edge |
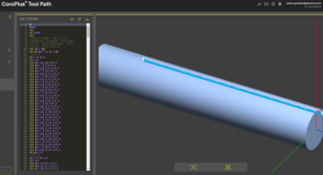
The tool path and NC program for OptiThreading™ was generated by web-based software CoroPlus® Tool Path.
Read more about programming for OptiThreading™ and sign up for a 30-day free trial.
“I no longer have to stop three times in cycle to clear chips from around chuck and component. In addition, I get double the productivity and tool life from previous.”
- Manufacturer within power generation industry
Chip control and improved quality with OptiThreading™ method
A manufacturer of special screws in steel were not satisfied recurring process issues caused by long forming chips. Moreover, the finished components were showing a burr at the beginning of the thread. The manufacturer tested the threading method OptiThreading™ with the following result.
| Industry segment: | General machining |
| Operation: | Thread turning |
| Thread: | M24 (3mm pitch) thread length 168mm |
| Machine: | Traub |
| Component: | Special screw |
| Material: | 32CrNiMo6 QT |
| Coolant: | Yes |
| Image not available | | |
 | ||
| Shorter chips significantly improved stability of the thread turning operation and got rid of the quality issue at the beginning of the thread. | ||
| Tool holder | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Insert | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Cutting data | ||
| Vc (m/min) | 90 | 106 |
| N (r/min) | 1200 | 1400 |
| Fn (mm/rev) | 3 | 3 |
| nap (number of infeeds) | 18 | 13 |
| Results | ||
| Reason for tool change | Issues with long forming chips | No chip issues |
| Tool life, pieces per edge | 10 pcs/edge | 20 pcs/edge |
| Oscillation extra lift distance | - | 0.2 |
The tool path and NC program for OptiThreading™ was generated by web-based software CoroPlus® Tool Path.
Read more about programming for OptiThreading™ and sign up for a 30-day free trial.
Thread production without stoppages enabled by OptiThreading™
A manufacturer of threaded steel rods were experiencing low productivity and resource-heavy production due to bad chip control. The manufacturer tested the threading method OptiThreading™ with the following result.
| Industry segment: | General machining |
| Operation: | Thread turning |
| Thread: | MF40 X 3 thread length 187 mm |
| Machine: | Biglia B545-SL |
| Component: | Threaded rod |
| Material: | Aisi303 stainless steel |
18%
Productivity increase
+15%
Total cycle time reduction
+23%
Cost reduction
 |  | |
| Long chips forming over turret and tool continuously caused the machining to be stopped for removal of the chips. | Shorter chips enabled production to proceed without unplanned stoppages. Increased predictability of tool wear also enabled better production planning. | |
| Tool holder | 266RFG-2525-16 | 266RFG-2525-16 |
| Insert | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Cutting data | ||
| Vc (m/min) | 119 | 119 |
| N (r/min) | 947 | 947 |
| Fn (mm/rev) | 3 | 3 |
| nap (number of infeeds) | 15 | 13+1 (zero pass) |
| Results | ||
| Challenge | Bad chip control and several machine stops | Good chip control, secure production and predictable tool life |
The tool path and NC program for OptiThreading™ was generated by web-based software CoroPlus® Tool Path.
Read more about programming for OptiThreading™ and sign up for a 30-day free trial.
OptiThreading™ method resolves chip issue
A manufacturer producing tie bars for the automotive industry was experiencing quality and efficiency issues due to long chips forming in their threading operation. The manufacturer tested the threading method OptiThreading™ with the following result.
| Industry segment: | General |
| Operation: | Thread turning |
| Thread: | Trapezoidal, pitch 4 mm, diamenter 80 mm x length 465 mm |
| Machine: | Mazak |
| Component: | Tie bar |
| Material: | 42CrMo |
| Coolant: | Yes |
 |  | |
| Long chips tangled up around the workpiece and caused issues that required the attention and action by the operators. | Shorter chips break efficiently, and operators were able to leave the process unattended to focus on other tasks. | |
| Tool holder | 266RFG-2525-22 | 266RFG-2525-22 |
| Insert | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Cutting data | ||
| Vc (m/min) | - | - |
| N (r/min) | 379 | 379 |
| Fn (mm/rev) | 4 | 4 |
| nap (number of infeeds) | 15 | |
| Results | ||
| Reason for tool change | Issues with long forming chips. Need to stop 2-3 times per component | No chip issues |
| Tool life, pieces per edge | 25 pcs/edge | 15 pcs/edge |
| Oscillation extra lift distance | 0 | 0.6 |

The tool path and NC program for OptiThreading™ was generated by web-based software CoroPlus® Tool Path.
Read more about programming for OptiThreading™ and sign up for a 30-day free trial.
“We decreased the number of components we where able to produce per insert but gained perfect chip control, which in this case is of is much greater value to us. With no need to monitor the machining process, our operators were able to focus on other tasks.”
- Manufacturer of automotive components
Join us. Stay updated.
Sign up for our newsletter today
