
CoroPlex® YT
All-directional Y-axis turning
Requirements
Machine
NC control
CAM programming
Application tips
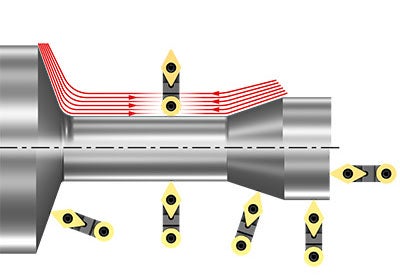
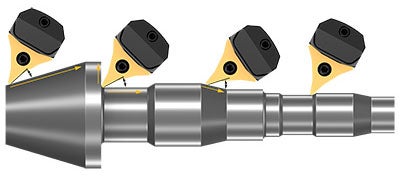
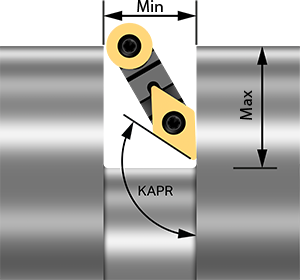
Entering angle: CoroPlex® YT with CoroTurn® TR
• Components with pockets and cavities
• Optimal entering angle: 60–90°
• If possible, keep tool perpendicular to feed direction
• Avoid small and large entering angles
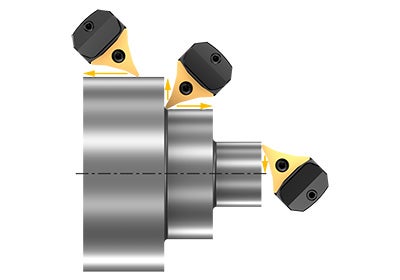
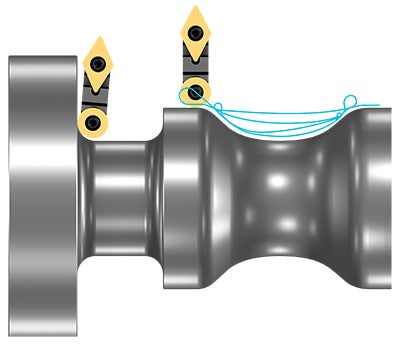
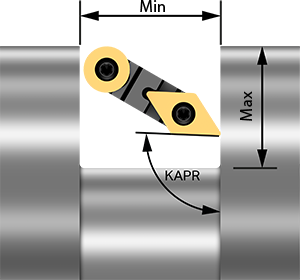
Entering angle: PrimeTurning™
• Shafts, flanges and components with undercuts
• Optimal entering angle: 25–30°
• Avoid small and large entering angles
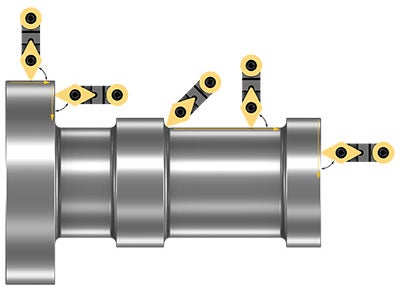
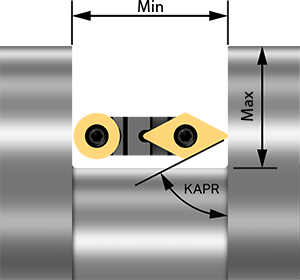
Entering angle: CoroPlex® YT with CoroTurn® 107
• Components with pockets and cavities
• Use small depth of cut, recommended ap 10–15% of insert diameter
• Program feed rate based on constant chip thickness
• Use non-linear turning methods with smooth entry and exit

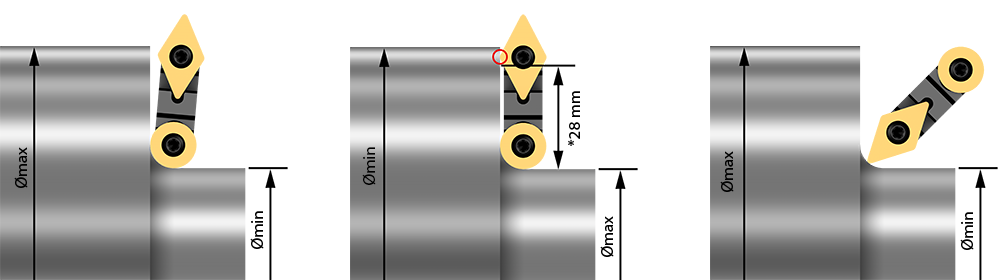
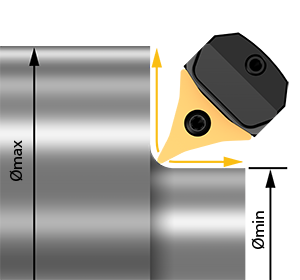
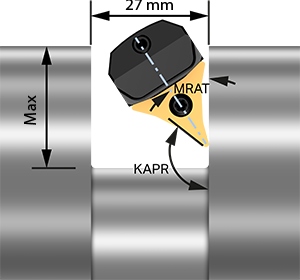
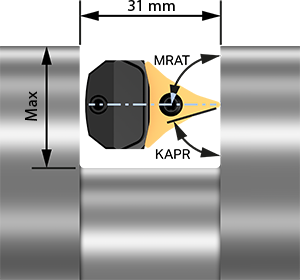
Tool length vs. workpiece diameter
Tool length limits workpiece diameter.
Recommendations
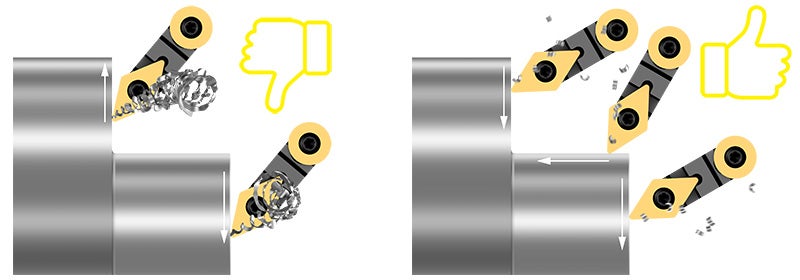
Entering angle
- The entering angle has a large impact on chip control and notch wear
- Avoid too small and very large entering angles
- Facing to centre with large entering angle drastically shortens tool life
- If a large entering angle can be avoided, use ap below nose radius.
Access: Maximum flange height
| Ømax, mm | Ømin, mm | Max flange height*, mm |
| 100 | 0 | 50 |
| 150 | 100 | 25 |
| 200 | 170 | 15 |
| 250 | 232 | 9 |
| Ømax, mm | Ømin, mm | Max flange height, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 90 | 55 |
| 250 | 170 | 40 |
Access: Pocket minimum width and maximum depth
KAPR 120°
| Ømax, mm | Min pocket width, mm | Max pocket depth, mm |
| 100 | 26 | 40 |
| 150 | 28 | 50 |
| 200 | 28 | 45 |
| 250 | 27 | 35 |
KAPR 95°
| Ømax, mm | Min pocket width, mm | Max pocket depth, mm |
| 100 | 38 | 40 |
| 150 | 41 | 40 |
| 200 | 46 | 45 |
| 250 | 49 | 40 |
KAPR 62.5°
| Ømax, mm | Min pocket width, mm | Max pocket depth, mm |
| 100 | 43 | 30 |
| 150 | 48 | 30 |
| 200 | 50 | 25 |
| 250 | 50 | 18 |
Access: Maximum flange height and pocket width
.
.
| Ømax, mm | Ømin, mm | Max flange height, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 120 | 40 |
| 250 | 200 | 25 |
KAPR 130°
MRAT -32.5°
| Ømax, mm | Min pocket depth, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 27.5°
MRAT -45°

| Ømax, mm | Min pocket depth, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 72.5°
MRAT -90°
| Ømax, mm | Min pocket depth, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 50 |
| 250 | 30 |
Join us. Stay updated.
Sign up for our newsletter today
