
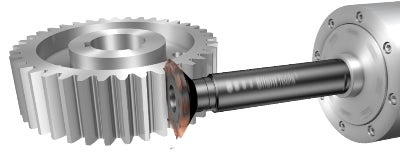
Usinage d'une roue dentée
Difficultés : Comment réduire le temps de cycle pour l'usinage d'une roue dentée ?
Résultat : InvoMilling™ avec CoroMill® 162, et avec CoroMill® 331 pour l'ébauche, a permis de réduire le temps de cycle considérablement.
Un de nos clients - une entreprise qui fabrique des roues dentées - utilisait un process de fraisage en bout avec des fraises carbure monobloc non profilées pour créer le profil en développante de cercle des dents. Le fraisage de dentures avec des fraises en bout nécessite de nombreuses passes, aussi le process était-il peu efficace. L'entreprise a pris contact avec Sandvik Coromant pour essayer de trouver une méthode d'usinage plus productive.
Une solution plus rapide a été trouvée grâce au savoir-faire, aux dernières techniques d'usinage et à des outils spécialisés. La méthode InvoMilling permet de créer le profil en développante de cercle des dents et d'usiner entièrement les roues dentées rapidement.
| Pièce | Roue dentée, engrenage cylindrique |
| Matière usinée | Acier, AISI 1045, P1.2.Z.AN |
| Module, mm (DP) | 12 (4.23) |
| Nombre de dents, z | 38 |
| Diamètre à l'extrémité, da, mm (pouces) | 480.13 (18.902) |
| Largeur de denture, b, mm (pouces) | 140 (5.512) |
46%
TEMPS
D'USINAGE
PLUS COURT
| Résultats | Solution InvoMilling | Solution de fraisage en bout | ||
| Corps de fraise : 162-140Q32-60 Plaquettes : 176M60-150612E-PM 1030 | ||||
| Temps de cycle, heures | 3.75 | 7 |

