
Megoldások főtengelyhez
A Sandvik Coromant kiterjedt és teljes kínálattal rendelkezik főtengelyek megmunkálásához, és már több mint 40 éve biztosít megoldásokat az OEM- és az MTM-gyártók számára világszerte.
Számos különféle egyedi megoldást tudunk biztosítani, az alábbiakban néhány példát láthat ezekre:
Turn-turn üregmarás vagy menetvágás
A különböző alakzatok megmunkálásakor a főtengelycsapokon, rúdvégeken és peremeken a legjobb eredmények elérése érdekében használjon egyedi turn-turn üregelő váltólapkás szerszámot.
A turn-turn üregmarás az esztergálás és a forgó üregmarás kombinációja, amely hatékony, költséghatékony és rugalmas megmunkálást eredményez, rövid ciklusidővel, magas szintű rugalmassággal és gyors szerszámbeállítással.
A forgás és a forgó üregelés kazettái radiálisan vannak elhelyezve a forgótárba, amely a tengelybe merül és ezzel egy időben a csapágyak és a tengely is forog. 48 Sandvik Coromant lapkát használhat a lemez szerszámokhoz. A standard lapkákat 24 órán belül szállítjuk C, T, W és S stílusban csavaros befogással a legjobb stabilitás érdekében
A menetvágó (többfogas) lapka a Sandvik Coromant szabadalmaztatott fejlesztése, egyes változataik készletről is elérhetők.
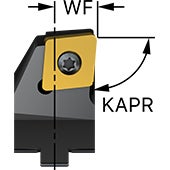
- Különféle funkcionális szélességek (WF)
- Különféle forgácsolóélszögek (KAPR)
- Alulról vagy felülről is rögzíthető
- 1 vagy 2 csúcsfészek kazettánként

Két lapka
Elérhető csúcsfészkek:
- CNMU 12
- WNMU 08
- SNMU 12
- TNMU 16
- VBMT 16
- Q-Cut (maximális fészekméret: 60)
- CoroCut (maximális fészekméret: K)
- Speciális lapkák
T651 Turn-turn üregmaró lágy szerszámok

Turn-turn üregmaró tárcsák
- Akár 48 kazettafészek és 750 mm-es (29,5 col) átmérő
- Akár 45 kazettafészek és 700 mm-es (27,6 col) átmérő
- Akár 40 kazettafészek és 642 mm-es (25,3 col) átmérő
- Szélességek 16 mm-től (0,630 col)
- Különféle csatlakozók a különböző szerszámgépgyártókhoz
- Kis tömegű megoldások < 15 kg
Turn-turn üregmaró kazetták
- Eddig nagyjából 600 különböző kazetta vált elérhetővé
- 7,5°-os, 8°-os vagy 9°-os menetemelkedés (leggyakoribb)
- Különféle szélességek (min. 16 mm)
- Különféle WF-méretek
- Különféle KAPR-szögek
- Rögzíthető alulról vagy felülről is
- 1 vagy 2 csúcsfészek kazettánként
A Sandvik Coromant standard és Tailor Made turn-turn üregmaró lapkák széles választékát kínálja fejlett minőségekkel a főtengelyek nagy teljesítményű megmunkálásához.
Szabványos lapkák
| iC | Csavar | Alátétlapka | Alátétcsavar | P | P | K | |||
| GC | GC | GC | |||||||
| 4415 | 4425 | 3210 | |||||||
 | CNMU 120408 | -PF | 12 | 1/2 | 5513 020 - 25 | 5322 232 -02 | • | ||
| CNMU 120412 | -PM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -PM | 5513 020 - 13 | 5322 232 -02 | • | • | ||||
| CNMU 120416 | -PR | 5513 020 - 25 | 5322 232 -02 | • | |||||
| CNMU 120416 | -PR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120412 | -QM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| WNMU 080412 | -KM | 5513 020 - 25 | 340.885 322 N131 | • | |||||
 | WNMU 080412 | -WF | 5513 020 - 25 | 340.885 322 N131 | • | ||||
| WNMU 080412 | -WM | 5513 020 - 25 | 340.885 322 N131 | • | • | ||||
| WNMU 080612 | -WM | 5513 020 - 13 | 340.885 322 N131 | • | • | ||||
 | TNMU 160408 | -PF | 16 | 3/8 | 5513 020 - 25 | • | |||
| TNMU 160412 | -KM | 5513 020 - 25 | • | ||||||
| TNMU 160412 | -WM | 5513 020 - 25 | • | • | |||||
 | SNMU 120416 | -KM | 12 | 1/2 | 5513 020 - 25 | 5322 420 - 02 | • | • |
Tailor Made-lapkák
| P | P | P | P | K | K | K | ||
| GC | GC | GC | GC | GC | GC | GC | ||
| 4305 | 4315 | 4325 | 4335 | 3225 | 3205 | 3210 | ||
 | S-CNMU 120412 - PM | • | ||||||
| S-CNMU 120616 - PR | • | • | • | • | ||||
| S-CNMU 120412 - QM | • | |||||||
| S-CNMU 120412 - KM | • | • | ||||||
| S-CNMT 120416 - MR | • | • | • | • | ||||
 | S-WNMU 080412 - WM | • | • | • | ||||
| S-WNMU 080612 - WM | • | |||||||
| S-WNMU 080412 - KM | • | |||||||
| S-TNMU 160412 - KM | • | • | ||||||
 | S-TNMU 160412 - WM | • | • | |||||
| S-SNMU 120416 - KM | • | |||||||
 | S-RCKX 1204M0 - KH | • | • | • | ||||
Belső marás
M641 (tangenciális szerelésű lapkák) és M642 (radiális szerelésű lapkák) tárcsamarási megoldások főtengelyhez
Ez egy stabil rendszer jó folyamatbiztonsággal, ami páratlan költséghatékonyságot biztosít. A szerszámválasztékban megtalálhatók kis méretű és olyan nagy szerszámok is, amelyek hajókban alkalmazott dízelmotorok főtengelyéhez használhatók.
A koncepció leírása
Az M641 és az M642 tárcsamarási megoldások főtengelyhez tangenciálisan (M641) és radiálisan (M642) szerelt lapkákkal.
A CoroMill® 745 (homlokmarás) számára kifejlesztett kialakítás új módszerhez vezetett a lapkák pozicionáláshoz marókon. Ez nagyobb forgácsteret és nagyobb hasznos fogszámot biztosít az M642 számára a hagyományos tangenciálisan szerelt marószerszámokhoz képest.
Ez az új szabadalmaztatás alatt álló kialakítás rövidebb ciklusidőket és jobb forgácselvezetést kínál.

A belső marás előnyei az ügyfelek számára
- Nagy stabilitás és termelékenység
- Alacsony keményfémköltség, mivel kevesebb lapka van a maróban
- Gyors szerszámcsere és alacsony szerszámsúly
Jellemzők és tények – M641/M642 belső marási (I.D) szerszámok
- 170–420 mm (6,693–16,535 col) átmérőtartomány
- 15–100 mm-es (0,590–3,94 col) szélessége
- Kis tömegű megoldások < 15 kg (33 font)
- Tömör tárcsás vagy szegmentált megoldás
- Különféle szegmensrögzítések
- Különféle csatlakozók a különböző szerszámgépgyártókhoz
- Több csapágy egyidejű megmunkálása
- Tandemmarók
- A lapka hátfelületét az új kialakítás esetén a csúcsfészek védi

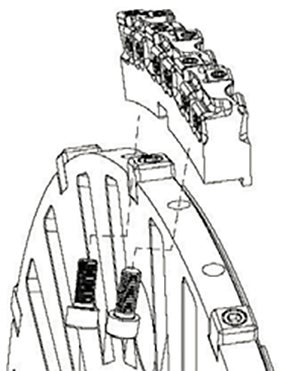
Csatlakoztatási példa

Csatlakoztatási példa

Belső marási szegmens

További információ az M642-ről/M632-ről
Külső marás
M631 (tangenciális szerelésű lapkák) és M632 (radiális szerelésű lapkák) tárcsamarási megoldások főtengelyhez
A külső marás egy rugalmas és termelékeny módszer, amelyet főleg kis és közepes gépjárművek főtengelyeinek tömeges megmunkálására használnak. A nagy tárcsák sok hatásosan dolgozó foggal rendelkeznek, és a kialakításuknak köszönhetően kiváló forgácseltávolítást, nagy forgácsolási sebességeket és magas fokú folyamatbiztonságot kínálnak.
Az M631 (tangenciális) és az M632 (radiális) olyan innovatív megoldások, amelyek jelentősen csökkentik a szerszámcserével kapcsolatos követelményeket, mivel csak a 7 kilogrammnál kisebb tömegű szegmenst kell cserélni. Így nem kell darunak lennie a gép előtt.
A CoroMill® 745 (homlokmarás) számára kifejlesztett kialakítás új módszerhez vezetett a lapkák pozicionáláshoz marókon. Ez nagyobb forgácsteret és nagyobb hasznos fogszámot biztosít az M632 (radiálisan szerelt lapkák) számára a hagyományos tangenciálisan szerelt marószerszámokhoz képest.
Ez az új szabadalmaztatás alatt álló kialakítás rövidebb ciklusidőket és jobb forgácselvezetést kínál.

A termék előnyei
- Rugalmas megoldás
- Lágyan forgácsoló, kisebb forgácsolóerő
- Jó forgácseltávolítás
- Nagy forgácsolási sebesség
Jellemzők és tények – M631/M632 külső marási (I.D) szerszámok
- 1500 mm (59 col) átmérőig
- Szerszámmegoldások 15–60 mm-es (0,590–2,36 col) szélességekkel
- Kis tömegű < 15 kg (33 font)
- Tömör tárcsás vagy szegmentált megoldás
- Különféle szegmensrögzítések
- Különféle csatlakozók a különböző szerszámgépgyártókhoz
- Állítható simító szerszámok
- Tandemmarók
További információ az M642-ről/M632-ről


Készletről elérhető vagy rendelésre készített?
A csomagban található néhány szerszám állandóan elérhető 24 órás kiszállítással. A konkrét igényekhez tervezett egyedi megoldásokat azonban valamivel tovább tart teljesíteni. További információkért és árajánlatért lépjen kapcsolatba a helyi Sandvik Coromant-képviselővel.
Ügyféleset
A Changan Automobile Co. Ltd. egy kínai autómárka, amely választékában különféle személyautók és haszongépjárművek találhatók. Évente majdnem három millió járművet gyárt és értékesít. A gyártósor felépítésének kezdeti fázisában a vállalat 5 új főtengelygyártó sort rendelt összesen 38 géppel és 700 000 főtengely legyártásához megfelelő szerszámellátással.
A Sandvik Coromant biztosította a szerszámokat, valamint a teljes szerszámozási és gépészeti megoldást. A projekt fő kihívásait a rengeteg különféle megmunkálási módszer és művelet, valamint a szoros ütemterv jelentették. Az olyan általános alkalmazások mellett, mint a peremvégek, rúdvégek és főcsapágyak turn-turn üregmarása, az ügyfélnek szüksége volt speciális szerszámokra is a tűgörgős csapágyak külső megmunkálásához, speciális menetfúrási műveletekhez és mély furatok fúrásához. A projekt során a határidők is nagyon szigorúak voltak, mindössze 7 hét a rendelés fogadása és az első szállítás között.
