
CoroDrill® DS20
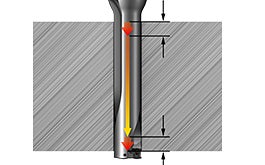
Megbízhatóságot, kiszámíthatóságot és kiemelkedő behatolási sebességet biztosító 4–7×DC váltólapkás fúró fúrási művelethez.

Központilapka-geometria kiválasztása
-M7
-L5
Központilapka-minőség kiválasztása
GC1344
GC1144
H13A

Kerületilapka-geometria kiválasztása
-M7W
-L5W
-S5W
-H5W
-L6W
Kerületilapka-minőség kiválasztása
GC4334
GC2044
GC4344
GC4324
H13A


Alkalmazási tippek
Ajánlások
Elsősorban ajánlott minőségek és geometriák
| Első számú választás | Kiegészítő lehetőség | ||||
| Központi lapka | Kerületi lapka | Központi lapka | Kerületi lapka | ||
| Kis széntartalmú acél | P | P1.1-1.2: -L5 1344 P1.3–1.5: -M7 1344 | P1.1: -H5W 4334 P1.2: -L5W 4334 P1.3–1.5: -M7W 4334 | -L5 1344 | -L5W 4324 -L5W 4334 -L5W 4344 -H5W 4344 -M7W 4324 -M7W 4344 |
| Gyengén ötvözött acél | P | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Rozsdamentes acél | M | -L5 1144 | -H5W 2044 | -L5 1144 | -L5W 2044 -L5W 4344 -H5W 4344 |
| Öntöttvas | K | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Nemvas fémek | N | -L5 H13A | -S5W H13A | -L5 1344 | -L5W 4344 |
| HRSA | S | -L5 1344 | -L6W 4344 (Inconel) -S5W 4344 (titán) | -L5 H13A | -L5W H13A -S5W H13A |
| Edzett acél | H | -L5 1344 | -L6W 4344 | -M7 1344 | -M7W 4344 |
Szerszámtartó-ajánlások
| |  |
 |
 |
| MDI | ISO 9766 csatlakozóelem | Hidraulikus tokmány (CoroChuck® 930) |
|
| Szártípus | MDI-szár | ISO-szár | Hengeres szár (csak Tailor Made® kivitelben kapható) |
| Befogási opció | ✔ | ✔ | ✔ |
| Középpontozás | ✔ | ✔ | ✔ |
| Választékméret | ✔ | ✔ | ✔ |
| Felületi minőség | ✔ | ✔ | ✔ |
| Az összeállítás hossza | ✔ | ✔ | ✔ |
| Meghúzási nyomaték | ✔ | ✔ | ✔ |
Lapkafészek, csavarkulcs adatai
| Fúró mérete, mm (col) | Lapkaméret | Csavarméret | Csavar-cikk-kód (SCCOD) | Keygrip TORXPLUS® | Nyomaték, Nm (lbf-ft) | Hegyek TORXPLUS® | Nyomaték csavarhúzó a bitekhez (állítható nyomaték) | Nyomaték csavarhúzó (előre beállított nyomaték) | Rögzített csavarhúzó |
| 15,00–18,00 (0,591–0,708) | 01 | M2.0 | 5513 020-27 | 6IP | 0,6 (0,44) | 5680 084-17 | 5680 105-01 | 5680 100-01 | 5680 046-08 |
| 18,01–22,00 (0,709–0,866) | 02 | M2.2 | 5513 020-88 | 7IP | 0,9 (0,66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 22,01–27,00 (0,867–1,06) | 03 | M2.5 | 5513 020-58 | 7IP | 0,9 (0,66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 27,01–33,00 (1,06–1,30) | 04 | M3.0 | 5513 020-57 | 9IP | 1,4 (1,03) | 5680 084-20 | 5680 105-02 | 5680 100-04 | 5680 046-04 |
| 33,01–40,00 (1,30–1,57) | 05 | M3.5 | 416.1-833 | 10IP | 2,0 (1,48) | 5680 084-21 | 5680 105-02 | 5680 100-05 | 5680 046-05 |
| 40,01–52,00 (1,58–2,05) | 06 | M4.0 | 416.1-834 | 15IP | 3,0 (2,21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
| 52,01–65,00 (2,05–2,56) | 07 | M4.0 | 416.1-834 | 15IP | 3,0 (2,21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
Megjegyzés:
- Ajánlott nyomaték-csavarhúzó használata a váratlan csavarozási problémák elkerülése érdekében
- Csavarok és hegyek a szerszámosládában
- Állítható nyomatékkal használható TORXPLUS® hegyek
Alkalmazások
Kiemelt megoldások
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!
