
CoroThread 266
Rendkívül merev külső és belső menetesztergálás
Az OptiThreading™ módszer megoldja a forgácsproblémákat és javítja a termelékenységet.
Egy, az energiatermelő ipar számára szegecseket gyártó vállalatnál a menetvágási művelet során kialakuló hosszú forgácsok miatt gyenge folyamatbiztonsággal és hatékonysági problémákkal kellett szembenézni, ami ciklusonként több gépleállást eredményezett. A gyártó az OptiThreading™ menetvágási módszert tesztelte a következő eredménnyel.
| Ipari szegmens: | Energiaipar |
| Művelet: | Menetesztergálás |
| Menet: | 1-3/8" - 8 UN (3,175 mm osztás), hossza 300 mm |
| Gép: | Doosan |
| Alkatrész: | Dupla menetes szegecs |
| Anyag: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Hűtőközeg-hozzávezetés: | Igen |
| Kép nem elérhető |  | |
 | ||
| A forgácsok hatékonyan törtek szét, ahogy a forgácsolószerszám a megszakítás nélküli megmunkálási ciklus során a fogáson belül és kívül mozgott. | ||
| Szerszámtartó | 266RFG-2525-16 | 266RFG-2525-16 |
| Lapka | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Forgácsolási adatok | ||
| Vc (m/perc) | 50 | 110 |
| N (ford/perc) | 456 | 1000 |
| Fn (mm/ford) | 3,175 | 3,175 |
| nap (előtolások száma) | 17 | 15 |
| Eredmények | ||
| Kihívás | A ciklus során 3 alkalommal kellett megállni, hogy a forgácsot eltávolítsuk a tokmány és az alkatrész körüli részből. | Nincs forgácsprobléma, és dupla a termelékenység |
| Szerszám éltartama, darab per él | Nem elérhető | Becsült kétszeres darabszám élenként |
Az OptiThreading™ szerszámpályáját és NC-programját a CoroPlus® Tool Path webalapú szoftverrel generáltuk.
Olvasson többet az OptiThreading™ programozásáról, és iratkozzon fel a 30 napos ingyenes próbaverzióra.
„Többé nem kell háromszor megállnom a ciklusban, hogy letisztítsam a forgácsot a tokmány és az alkatrész körül. Ráadásul a korábbiakhoz képest kétszeres termelékenységet és szerszáméltartamot kapok.”
- Gyártó az energiatermelő iparban
Forgácsellenőrzés és jobb minőség az OptiThreading™ módszerrel
Egy speciális acélcsavargyártó nem volt elégedett a hosszú forgácsok okozta ismétlődő folyamatproblémákkal. Ráadásul a kész alkatrészeken a menetek elején sorják jelentek meg. A gyártó az OptiThreading™ menetvágási módszert tesztelte a következő eredménnyel.
| Ipari szegmens: | Általános megmunkálás |
| Művelet: | Menetesztergálás |
| Menet: | M24 (3 mm-es emelkedés) menet hossza 168 mm |
| Gép: | Traub |
| Alkatrész: | Speciális csavar |
| Anyag: | 32CrNiMo6 QT |
| Hűtőközeg-hozzávezetés: | Igen |
| Kép nem elérhető | | |
 | ||
| A rövidebb forgácsok jelentősen javították a menetesztergálási művelet stabilitását, és megszabadultak a menet elején jelentkező minőségi problémától. | ||
| Szerszámtartó | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Lapka | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Forgácsolási adatok | ||
| Vc (m/perc) | 90 | 106 |
| N (ford/perc) | 1200 | 1400 |
| Fn (mm/ford) | 3 | 3 |
| nap (előtolások száma) | 18 | 13 |
| Eredmények | ||
| Szerszámváltás oka | Hosszú forgácsokkal kapcsolatos problémák | Nincs forgácsprobléma |
| Szerszám éltartama, darab per él | 10 db/él | 20 db/él |
| Oszcillációs extra emelési távolság | - | 0,2 |
Az OptiThreading™ szerszámpályáját és NC-programját a CoroPlus® Tool Path webalapú szoftverrel generáltuk.
Olvasson többet az OptiThreading™ programozásáról, és iratkozzon fel a 30 napos ingyenes próbaverzióra.
Menetgyártás leállások nélkül az OptiThreading™ segítségével
Egy menetes acélrudakat gyártó cégnél a rossz forgácsvezetés miatt alacsony termelékenység és erőforrásigényes termelés volt tapasztalható. A gyártó az OptiThreading™ menetvágási módszert tesztelte a következő eredménnyel.
| Ipari szegmens: | Általános megmunkálás |
| Művelet: | Menetesztergálás |
| Menet: | MF40 X 3 menethossz 187 mm |
| Gép: | Biglia B545-SL |
| Alkatrész: | Menetes rúd |
| Anyag: | Aisi303 rozsdamentes acél |
18%
termelékenységnövekedés
+15%
teljes ciklusidő-csökkenés
+23%-os
költségcsökkentés
 |  | |
| A revolveren és a szerszámon folyamatosan hosszú forgácsok képződtek, ami miatt a forgácsolást le kellett állítani a forgács eltávolítása miatt. | A rövidebb forgácsok lehetővé tették, hogy a gyártás nem tervezett leállások nélkül folyjon. A szerszámkopás kiszámíthatóságának növekedése jobb gyártástervezést is lehetővé tett. | |
| Szerszámtartó | 266RFG-2525-16 | 266RFG-2525-16 |
| Lapka | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Forgácsolási adatok | ||
| Vc (m/perc) | 119 | 119 |
| N (ford/perc) | 947 | 947 |
| Fn (mm/ford) | 3 | 3 |
| nap (előtolások száma) | 15 | 13+1 (nulla átmenet) |
| Eredmények | ||
| Kihívás | Rossz forgácsszabályozás és több gépleállás | Jó forgácsszabályozás, biztonságos gyártás és kiszámítható szerszáméltartam |
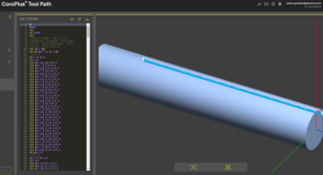
Az OptiThreading™ szerszámpályáját és NC-programját a CoroPlus® Tool Path webalapú szoftverrel generáltuk.
Olvasson többet az OptiThreading™ programozásáról, és iratkozzon fel a 30 napos ingyenes próbaverzióra.
Az OptiThreading™ módszer megoldja a forgácsproblémát
Egy járműipari összekötőrudakat gyártó cégnél minőségi és hatékonysági problémák merültek fel a menetvágási művelet során keletkező hosszú forgácsok miatt. A gyártó az OptiThreading™ menetvágási módszert tesztelte a következő eredménnyel.
| Ipari szegmens: | Általános |
| Művelet: | Menetesztergálás |
| Menet: | Trapéz alakú, menetemelkedés 4 mm, átmérő 80 mm x hossz 465 mm |
| Gép: | Mazak |
| Alkatrész: | Összekötőrúd |
| Anyag: | 42CrMo |
| Hűtőközeg-hozzávezetés: | Igen |
 | 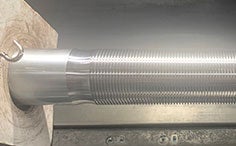 | |
| A hosszú forgácsok összegabalyodtak a munkadarab körül, és olyan problémákat okoztak, amelyek a kezelőszemélyzet figyelmét és intézkedését igényelték. | A rövidebb forgácsok hatékonyan törnek, és a kezelők felügyelet nélkül hagyhatták a folyamatot, hogy más feladatokra koncentrálhassanak. | |
| Szerszámtartó | 266RFG-2525-22 | 266RFG-2525-22 |
| Lapka | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Forgácsolási adatok | ||
| Vc (m/perc) | - | - |
| N (ford/perc) | 379 | 379 |
| Fn (mm/ford) | 4 | 4 |
| nap (előtolások száma) | 15 | |
| Eredmények | ||
| Szerszámváltás oka | Hosszú forgácsokkal kapcsolatos problémák. Alkatrészenként 2-3 alkalommal kell megállni | Nincs forgácsprobléma |
| Szerszám éltartama, darab per él | 25 db/él | 15 db/él |
| Oszcillációs extra emelési távolság | 0 | 0,6 |

Az OptiThreading™ szerszámpályáját és NC-programját a CoroPlus® Tool Path webalapú szoftverrel generáltuk.
Olvasson többet az OptiThreading™ programozásáról, és iratkozzon fel a 30 napos ingyenes próbaverzióra.
„Csökkentettük a lapkánként gyártható alkatrészek számát, de tökéletes forgácsszabályozást kaptunk, ami ebben az esetben sokkal nagyobb érték számunkra. Mivel a megmunkálási folyamatot nem kellett figyelemmel kísérni, a kezelőink más feladatokra tudtak koncentrálni.”
- Járműipari alkatrészek gyártója
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!
