Foratura con regolazione radiale

La foratura con regolazione radiale è possibile solo con punte a inserti multitaglienti.
La regolazione radiale del diametro di una punta a inserti multitaglienti estende l'area di lavoro e consente di:
- Ottenere una tolleranza più stretta del foro preregolando il diametro esatto della punta ed eliminando, di conseguenza, le tolleranze di fabbricazione di punta e inserto
- Eseguire un foro più grande del diametro della punta ed evitare la necessità di avere in magazzino altre misure
- Realizzare fori a gradini e smussati con una punta standard, possibile in un'applicazione con punta non rotante
Nota: non è consigliabile regolare la punta a un diametro inferiore a quello nominale, perché il corpo della punta potrebbe strisciare contro la parete del foro.
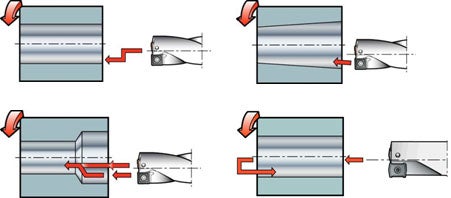
Esecuzione di un foro più grande della punta
La regolazione radiale massima di una punta per foratura radiale dipende dalla sovrapposizione degli inserti, centrale e periferico. La regolazione radiale incide sulla forza di taglio ed è quindi opportuno scegliere l'avanzamento più basso all'interno del campo raccomandato.
Applicazione non rotante
Offset radiale
- I fori possono essere più grandi rispetto alla misura nominale della punta
- È possibile eseguire fori conici
- È possibile lavorare smussi e gradini
- È possibile preparare un foro da filettare in una sola passata, compresa la smussatura
Presetting in un tornio
Con il presetting della punta e la conseguente eliminazione delle tolleranze di fabbricazione del corpo punta, della sede e dell'inserto, durante la foratura radiale in condizioni stabili è possibile mantenere una tolleranza di ±0.05 mm (0.002 poll.) (IT10-11).

Applicazione rotante
Attacco registrabile
Per la regolazione radiale in un'applicazione con punta rotante, questa è la soluzione più precisa e stabile. I manicotti servono a montare steli di varie misure ISO in un solo attacco.
- Regolazione radiale -0.2 /+0.7 mm (-0.008/+0.028 poll.)
- Il campo di registrazione della punta non dovrebbe essere superato
- Tolleranze di foro fino a ± 0.05 mm (0.002 poll.)
Le regolazioni vengono effettuate ruotando l'anello graduato che circonda l'attacco, suddiviso in incrementi di 0.05 mm (0.002 poll.), e che indica il movimento diametrale dell'utensile.
Può essere necessario ridurre il valore di avanzamento/giro (fn) a causa della maggiore sporgenza dell'utensile e delle forze di taglio meno bilanciate dovute all'offset.
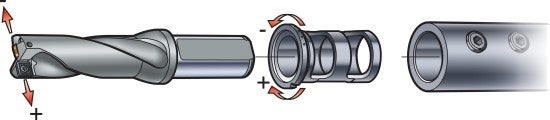
Manicotto eccentrico
Il manicotto eccentrico può essere usato con punte a inserti multitaglienti e con steli cilindrici ISO 9766. Dovrebbe essere utilizzato solo per il presetting, per ottenere una tolleranza foro più stretta.
Quando si usa il manicotto, è necessario utilizzare un attacco di una misura più grande; se il diametro dello stelo della punta è 25 mm e si considera il manicotto, è necessario utilizzare un attacco di 32 mm di diametro.
- Il campo di regolazione radiale è circa -0.05/+0.15 mm (-0.002/+0.006 poll.)
- Un valore inferiore al diametro nominale non è consigliabile
- Un punto aumenta/diminuisce il diametro del foro di 0.10 mm (0.004 poll.) circa
- Ruotare in senso antiorario per ridurre il diametro
- Ruotare in senso orario per aumentare il diametro
- Per bloccare la punta nell'attacco, usare entrambe le viti e verificare che i bulloni dell'attacco siano abbastanza lunghi
Posizione zero