
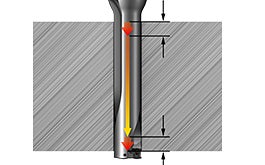
Panoramica
Punta 4–7×DC che assicura affidabilità, prevedibilità e velocità di avanzamento eccezionali.

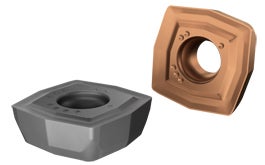
Selezione della geometria dell'inserto centrale
-M7
-L5
Selezione della qualità dell'inserto centrale
GC1344
GC1144
H13A

Selezione della geometria dell'inserto periferico
-M7W
-L5W
-S5W
-H5W
-L6W
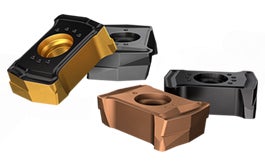
Selezione della qualità dell'inserto periferico
GC4334
GC2044
GC4344
GC4324
H13A


Consigli applicativi
Raccomandazioni
Qualità e geometrie di inserto di scelta prioritaria
| Scelta prioritaria | Scelta complementare | ||||
| Inserto centrale | Inserto periferico | Inserto centrale | Inserto periferico | ||
| Acciaio a basso tenore di carbonio | P | P1.1–1.2: -L5 1344 P1.3–1.5: -M7 1344 | P1.1: -H5W 4334 P1.2: -L5W 4334 P1.3–1.5: -M7W 4334 | -L5 1344 | -L5W 4324 -L5W 4334 -L5W 4344 -H5W 4344 -M7W 4324 -M7W 4344 |
| Acciaio debolmente legato | P | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Acciaio inossidabile | M | -L5 1144 | -H5W 2044 | -L5 1144 | -L5W 2044 -L5W 4344 -H5W 4344 |
| Ghisa | K | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Metallo non ferroso | N | -L5 H13A | -S5W H13A | -L5 1344 | -L5W 4344 |
| HRSA | S | -L5 1344 | -L6W 4344 (Inconel) -S5W 4344 (titanio) | -L5 H13A | -L5W H13A -S5W H13A |
| Acciai temprati | H | -L5 1344 | -L6W 4344 | -M7 1344 | -M7W 4344 |
Raccomandazioni relative agli utensili
| |  |
 |
 |
| MDI | Adattatore ISO 9766 | Mandrino idraulico (CoroChuck® 930) |
|
| Tipo di stelo | Stelo MDI | Stelo ISO | Stelo cilindrico (disponibile solo come Tailor Made®) |
| Opzione di bloccaggio | ✔ | ✔ | ✔ |
| Centraggio | ✔ | ✔ | ✔ |
| Ampiezza assortimento | ✔ | ✔ | ✔ |
| Finitura superficiale | ✔ | ✔ | ✔ |
| Lunghezza assieme | ✔ | ✔ | ✔ |
| Momento torcente di serraggio | ✔ | ✔ | ✔ |
Informazioni su sede inserto e vite
| Dimensione punta, mm (poll.) | Dimensioni inserto | Misura vite | Codice articolo vite (SCCOD) | Chiavi TORXPLUS® | Momento torcente, Nm (lbf-piede) | Bussole TORXPLUS® | Chiave torsiometrica per bussole (momento torcente regolabile) | Chiave torsiometrica (momento torcente predefinito) | Cacciavite fisso |
| 15.00–18.00 (0.591–0.708) | 01 | M2.0 | 5513 020-27 | 6IP | 0.6 (0.44) | 5680 084-17 | 5680 105-01 | 5680 100-01 | 5680 046-08 |
| 18.01–22.00 (0.709–0.866) | 02 | M2.2 | 5513 020-88 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 22.01–27.00 (0.867–1.06) | 03 | M2.5 | 5513 020-58 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 27.01–33.00 (1.06–1.30) | 04 | M3.0 | 5513 020-57 | 9IP | 1.4 (1.03) | 5680 084-20 | 5680 105-02 | 5680 100-04 | 5680 046-04 |
| 33.01–40.00 (1.30–1.57) | 05 | M3.5 | 416.1-833 | 10IP | 2.0 (1.48) | 5680 084-21 | 5680 105-02 | 5680 100-05 | 5680 046-05 |
| 40.01–52.00 (1.58–2.05) | 06 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
| 52.01–65.00 (2.05–2.56) | 07 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
Nota:
- Si consiglia di utilizzare una chiave torsiometrica per evitare problemi inattesi legati alle viti
- Viti e bussole in dotazione
- Utilizzare le bussole TORXPLUS® con momento torcente regolabile
App
In evidenza
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号