
CoroMill® 331
Fresa a disco multifunzione

Come impostare la larghezza su una fresa a disco a tre tagli.Impostazioni
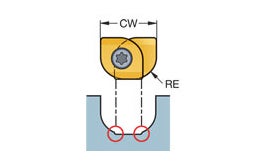
Lavorazione con inserti con raggio di punta grande
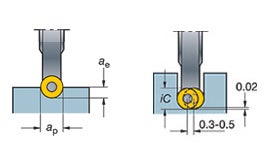
Lavorazione con inserti rotondi
Per le scanalature di profondità superiore a IC/2, è consigliabile una regolazione di 0.5 mm (0.020 poll.) di ogni cassetta



Consigli applicativi
Raccomandazioni
Selezione del corpo fresa
- Le frese sono concepite e denominate in base al campo di applicazione, ad es. fresa a disco a tre tagli, fresa a disco a due tagli, spianatura in tirata, ecc.
- Per un determinato ar, utilizzare una fresa del minimo diametro possibile per la massima stabilità
- Per un diametro fisso, utilizzare una fresa con un elevato valore di zn per una maggiore produttività
Fresa a disco a tre tagli
| Fresa destra | |
| Cassetta destra |

|
| Cassetta sinistra | |
Fresa a disco a due tagli
| Rotazione mandrino Dx | Rotazione mandrino Sx | ||
| Fresa tipo Dx R331.52…R Cassetta Dx |
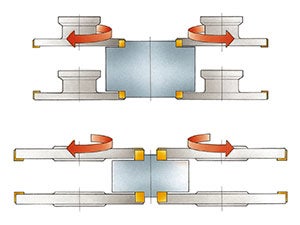 |
Fresa tipo Sx L331.52…L Cassetta Sx |
|
| Fresa tipo Dx R331.52…L Cassetta Sx |
Fresa tipo Sx L331.52…R Cassetta Dx |
||
| Fresa tipo Dx R331.52 |
Fresa tipo Sx L331.52 |
||
| Fresa tipo Sx L331.52 |
Fresa tipo Dx R331.52 |
||
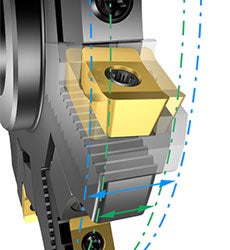
Lunghezza del tagliente
Quando si seleziona la fresa a disco a tre tagli per la scanalatura, è sempre consigliabile utilizzare una fresa della minore larghezza possibile. Ottimizzare la sovrapposizione di due inserti è critico per una lavorazione stabile.
Scelta del tipo di cassetta

Fresa a disco a due tagli

Fresa a disco a tre tagli

Nota: il diametro della fresa, DC, sarà superiore di 3.2 mm (0.126 poll.) con l'inserto quadrato a 8 taglienti.
Inserto di scelta prioritaria
Fresatura a tre tagli 
| Sgrossatura | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Lavorazione media | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Finitura | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Le raccomandazioni si riferiscono a lavorazioni senza refrigerante su tutti i gruppi di materiali a parte ISO S dove è consigliabile usare il refrigerante. In caso di lavorazioni con refrigerante, considerare una qualità con rivestimento PVD.
Fresatura a due tagli e doppia a due tagli 
| Sgrossatura | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Lavorazione media | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Finitura | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Le raccomandazioni si riferiscono a lavorazioni senza refrigerante su tutti i gruppi di materiali a parte ISO S dove è consigliabile usare il refrigerante. In caso di lavorazioni con refrigerante, considerare una qualità con rivestimento PVD.
Scelta delle geometrie
| Condizioni facili, buone | Condizioni difficili, sfavorevoli | ||||
|
| |||||
| Affilatezza | Tenacità | ||||

|

|

|

|

|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Dati di taglio
| Codice di ordinazione | Materiale ISO | fz | hex | ||
| Valore iniziale | Min-max | Valore iniziale | Min-max | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号