
CoroMill® 415
Fresa di piccolo diametro per spianatura ad elevato avanzamento
Valori di coppia
I valori di coppia corretti sono 0.6 Nm per IC05 e 1.2 Nm per IC07.

Istruzioni di montaggio
Pulire accuratamente la sede dell'inserto durante il montaggio di un nuovo inserto. A causa delle dimensioni molto piccole, si raccomanda di sostituire il tagliente dell'inserto IC05 quando si raggiunge un'usura sul fianco (Vb) di max. 0.15 mm (0.006 poll.) con i materiali ISO M e ISO S.
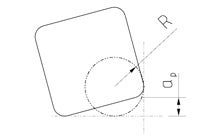
Raggi di programmazione
I raggi di programmazione sono 1.5 mm (0.059 poll.) per IC05 e 2.2 mm (0.087 poll.) per IC07. Fare riferimento alle raccomandazioni per verificare i valori corretti di R e ap per le diverse geometrie.

Collegamento del refrigerante
Refrigerante interno standard con uscita radiale per tutti i corpi fresa.
Consigli applicativi
Raccomandazioni
Dati di taglio
| IC | Gruppo ISO | MC | Valori iniziali | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0.48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.48 | |
| IC | Gruppo ISO | Esempi di materiali | Valori iniziali | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0.55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.55 | |
Interpolazione elicoidale
CoroMill® 415 |
||||||
| Diam. fresa | iC 05 | iC 07 | ||||
| Angolo di lavorazione di piani inclinati (α°) | b | 4.1 | Angolo di lavorazione di piani inclinati (α°) | b | 5.5 | |
| ap max | 0.85 | ap max | 1.2 | |||
| Dm max | Dm min | Dm max | Dm min | |||
| 13 | 0.848 | 24.8 | 18 | |||
| 16 | 0.97 | 30.8 | 24 | |||
| 20 | 0.616 | 38.8 | 32 | 0.56 | 38 | 28 |
| 25 | 0.64 | 48.8 | 42 | 0.61 | 48 | 38 |
| 32 | 0.65 | 62.8 | 56 | 0.63 | 62 | 52 |
| 40 | 0.48 | 78 | 68 | |||
Raggio di programmazione e massima profondità di taglio
| Codice inserto | ap, mm (poll.) | R, mm (poll.) |
| 415N-05 02 06M-M30... | 0.85 (0.033) | 1.5 (0.059) |
| 415N-05 02 12M-M30... | 0.85 (0.033) | 2.0 (0.079) |
| 415N-07 03 10M-M30... | 1.2 (0.047) | 2.2 (0.087) |
| 415N-07 03 20M-M30... | 1.2 (0.047) | 2.8 (0.110) |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号