
CoroMill® MS40
La soluzione per fresatura tangenziale ai massimi livelli
Presentazione dell'assortimento
Corpi fresa
| Misura inserto, SSC | Gamma diametri fresa, mm (poll.) | Passo | APMX, mm (poll.) | Accoppiamento |
| SSC 09 | 25–32 (1–1¼) | M, H (M) | 8 (0.315) | Stelo cilindrico |
| SSC 09 | 40–63 (1½–2) | M, H (M) | 8 (0.315) | Mandrino |
| SSC 13 | 40–160* (2–6) | M, H (M) | 12 (0.472) | Mandrino |
*Refrigerante interno fino a Ø125 mm (5 poll.)
Passo M: passo differenziato
Passo H: passo costante
Inserti
| SSC 09 APMX: 8.0 mm (0.315 poll.) | SSC 13 APMX: 12.0 mm (0.472 poll.) | |
| Geometria inserto | E-L30, E-M40 e M-M40 | E-L40, E-M50 e M-M50 |
| Raggio di punta dell'inserto | 0.4 e 0.8 mm (0.0157 e 0.0315 poll.) | 0.8 mm (0.0315 poll.) |
| Qualità dell'inserto | GC1040, GC2040, GC1230, GC4330, GC3330 | GC1040, GC2040, GC1230, GC4330, GC3330 |
Raccomandazioni
Stelo cilindrico, SSC 09
Gli utensili con stelo cilindrico vanno utilizzati principalmente per la fresatura laterale, ae ≤ 33% DCX. In tali condizioni, la precisione delle passate ripetute e il disallineamento su parete a 90° saranno ottimali.
Accoppiamento a manicotto, SSC 09 e 13
L'accoppiamento a manicotto offre la stabilità necessaria per raggiungere alte prestazioni nella fresatura laterale con ae ≤ 33% DCX. Un impegno ae grande, o una fresatura di cave dal pieno, richiede un ambiente di lavorazione stabile, ad esempio una sporgenza corta.
Fresatura laterale: lavorazione in rampa e interpolazione elicoidale
La lavorazione in rampa o l'interpolazione elicoidale è possibile nella fresatura laterale con ae ≤ (BS + RE) e ap ≤ APMX.
| SSC 09 | SSC 13 | ||
| BS, mm (poll.) | RE0.4 | 1.5 (0.0591) | |
| RE0.8 | 1.1 (0.0433) | 2.2 (0.0866) | |
| ae, mm (poll.) | ≤ 1.9 (0.075) | ≤ 3 (0.118) | |
| APMX, mm (poll.) | 8 (0.315) | 12 (0.472) | |
| RMPX, α (sul percorso del tagliente) | 3° | 3° |

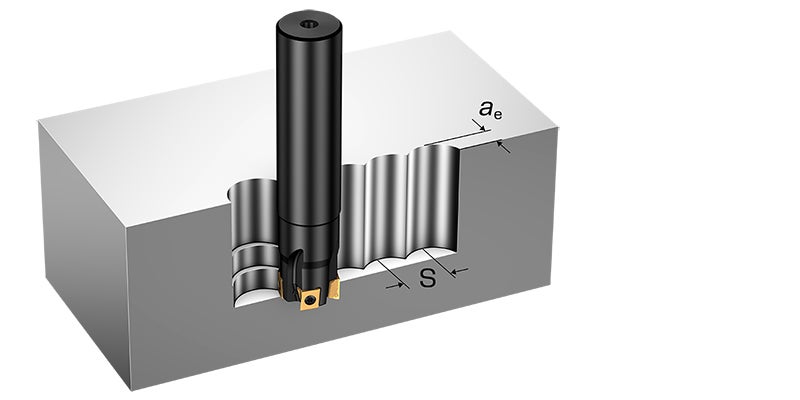
Fresatura a tuffo
- Utilizzare un passo “H” per garantire che nel taglio sia impegnato più di un dente
- Ricorrere a un "hook program" per impedire la rimacinazione dei trucioli nella corsa di ritorno
- Cercare sempre di lasciare un sovrametallo costante per la successiva operazione di finitura
| Campo ISO | Materiale di riferimento | Max ae mm (poll.) | Max ae mm (poll.) | Avanzamento, mm/z (poll./z) | Avanzamento, mm/z (poll./z) |
| SSC 09 | SSC 13 | SSC 09 | SSC 13 | ||
| ISO P ISO K | P2.1.Z.AN K2.2.C.UT | 3 (0.118) | 6 (0.236) | 0.10 (0.05–0.12) 0.004 (0.002–0.005) | 0.10 (0.08–0.16) 0.004 (0.003–0.0063) |
| ISO M ISO S | M1.0.Z.AQ S2.0.Z.AG (Inconel 718) | 2 (0.0787) | 4 (0.157) | 0.08 (0.05–0.10) 0.003 (0.002–0.004) | 0.08 (0.05–0.12) 0.003 (0.002–0.005) |
CoroPlus® Tool Guide per CoroMill® MS40

- Per consigli rapidi e precisi sugli utensili in base alle vostre esigenze applicative specifiche, utilizzare il selettore di utensili online CoroPlus ® Tool Guide
- Scegliere l'utensile corretto e i parametri per la propria applicazione in base all'operazione, al materiale, al tipo di utensile e alla macchina
- Facile da usare, facile da scegliere
- Contempla tutti i campi di applicazione di CoroMill ® MS40
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号