
Storie di successo
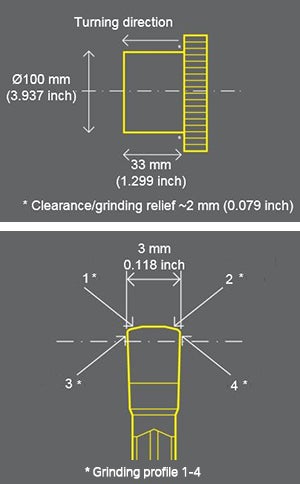
Tornitura di pezzi temprati ad avanzamenti elevati
| Componente: | Ingranaggio |
| Materiale: | Cementato 04.1 (58-60 HRC) |
| Operazione: | Tornitura longitudinale |
| Macchina: | Weisser MC-1 |
+257%
volume di truciolo asportato
| Concorrente | Sandvik Coromant | |
| Utensile | QS-LF123G15C2525E | |
| Inserto | N123G1-0300S01025-XB 7105 | |
| vc m/min (piedi/min) | 190 (623) | 120 (394) |
| fn mm/giro (poll./giro) | 0.15 (0.006) | 0.6 (0.024) |
| ap mm (poll.) | 0.15 (0.006) | 0.15 (0.006) |
| Criteri durata utensile, Ra, µm (µpoll.) | 0.6 (23.6) | 0.6 (23.6) |
| Numero di componenti | 600 | 300/profilo x 2 (profili 1 e 2) = 600 |
| 33MRR cm/min (poll./min) | 4.2 (0.256) | 10.8 (0.659) |
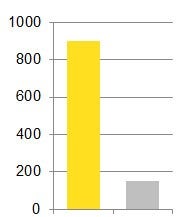
Troncatura di barra
Utilizzando uno stelo QS CoroCut 1-2 con refrigerante sopra e sotto l'inserto (9 bar, 131 PSI), la durata utensile è aumentata del 500% e la produttività del 34% rispetto all'utensile del concorrente con refrigerante esterno.
| Operazione: | Materiale da lavorare |
| Troncatura di barra, Ø25 mm (0.984 poll.): | Acciaio inossidabile, M1.0.Z.AQ (200 HB) |
| Utensile: | QS-LF123G20C2020F |
| Inserto: | N123G2-0300-0002-CM 1145 |
| Dati di taglio | CoroCut 1-2 | Concorrente |
| vc m/min (piedi/min) | 90 (295) | 90 (295) |
| fn mm/giro (poll./giro) | 0.1 (0.004) | 0.08 (0.003) |
| Risultati | CoroCut 1-2 | Concorrente |
| Durata utensile, pz | 900 | 150 |
| Incremento della produttività | 34% | - |
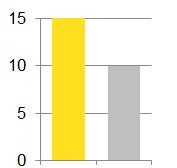
Troncatura di barra quadra
Utilizzando un utensile CoroCut 1-2 con adduzione interna di refrigerante (8 bar, 116 PSI) è stato possibile aumentare del 50% la durata utensile rispetto all'utensile del concorrente con adduzione esterna di refrigerante.
| Operazione: | Materiale da lavorare |
| Troncatura di barra quadra da 10 mm (0.4 poll.): | Superlega a base di nichel, S2.0.Z.AN |
| Utensile: | QS-RF123G15C2020E |
| Inserto: | N123G2-0300-0002-CM 1145 |
| Dati di taglio | CoroCut 1-2 | Concorrente |
| vc m/min (piedi/min) | 17 (56) | 17 (56) |
| fn mm/giro (poll./giro) | 0.04 (0.0016) | 0.04 (0.0016) |
| Risultati | CoroCut 1-2 | Concorrente |
| Durata utensile, pz | 15 | 10 |

GC4325 in CoroCut® 1-2
Using the same cutting data and the same CoroCut 1-2 tool in this roughing operation, tool life increased with 92 percent when changing the insert grade from GC4225 to GC4325.
| Operation: | Component |
| Grooving: | Outer bearing ring |
| Workpiece material: | Steel, P2.1.Z.AN, CMC 02.1 |
Increase in tool life
| Cutting data | N123H2-0400-0008-TM | |
| vc m/min (ft/min) | 350 (1148) | |
| fn mm/r (in/rev) | 0.15–0.24 (0.006–0.009) | |
| Results | GC4325, CoroCut 1-2 | GC4225, CoroCut 1-2 |
| Tool life pcs | 48 | 25 |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号