
CoroCut® QF
Scanalatura frontale sicura
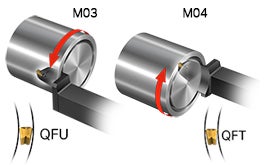
Mandrino a rotazione oraria o antioraria
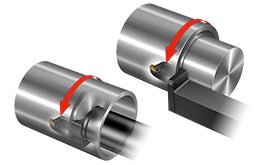
Curvatura A o B
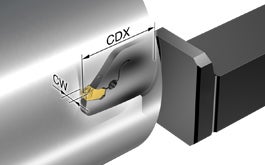
Larghezza di inserto
Utilizzare l'inserto e l'utensile più larghi possibile per la scanalatura. Un attacco più largo è più rigido e conferisce una maggiore stabilità.
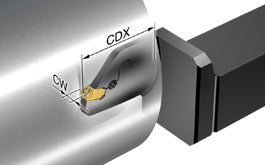
Profondità di taglio massima (CDX)
Utilizzare sempre un utensile con la profondità di taglio minore possibile (CDX) per massimizzare la stabilità.




Consigli applicativi
Metodi di scanalatura frontale
A seconda dell'applicazione, per la scanalatura frontale occorre considerare diverse strategie.
Scoprite, tra le altre cose, come procedere alla sgrossatura con avanzamento assiale, alla sgrossatura con tornitura laterale, alla finitura e alla lavorazione di scanalature profonde.
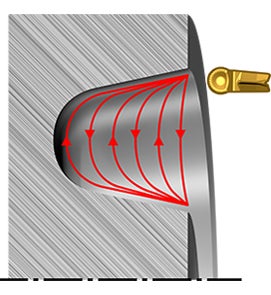
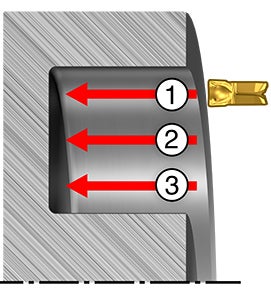
Profilatura con percorso utensile non lineare
La profilatura con percorso utensile non lineare utilizza l'intero filo tagliente anteriore dell'inserto e cambia continuamente il punto di contatto tra l'inserto e il materiale. Usate questo metodo per ottimizzare il controllo truciolo, assicurare un'usura uniforme ed evitare tensioni interne.

Refrigerante ad alta precisione
Utilizzare utensili per scanalatura frontale con adduzione di refrigerante ad alta precisione anche se la massima pressione del refrigerante della macchina è bassa, 7‒10 bar (102‒145 PSI).
Il refrigerante ad alta precisione migliora l'evacuazione truciolo e riduce il rischio di intasamento da truciolo nella scanalatura.
Utilizzare la massima pressione del refrigerante possibile - fino a 80 bar (1160 PSI) - per ottenere risultati migliori in termini di controllo ed evacuazione truciolo.
Raccomandazioni
| Larghezza di taglio (CW), mm (poll.) |
Profondità di taglio massima (CDX), mm (poll.) |
Diametri minimi di prima passata (DAXIN), mm (poll.) |
Raggio di punta minimo, mm (poll.) |
| 3 (0.118) | 20-30 (0.79-1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22-38 (0.87-1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26-38 (1.02-1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33-50 (1.30-1.97) | 60 (2.36) | 0.8 (0.031) |
Qualità e geometrie di inserto di scelta prioritaria

|  |

|  | |
| Materiale da lavorare | Scanalatura larga e profonda | Scanalatura stretta e profonda | Finitura di materiale forgiato | Profilatura |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | GF H10F | GF H10F | GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- La geometria -TF è ideale per la scanalatura con avanzamento assiale e laterale nelle applicazioni generali
- La geometria rettificata -GF assicura buoni livelli di accuratezza e ripetibilità della scanalatura. L'applicazione principale è la scanalatura con avanzamento assiale. -GF può essere utilizzata per la finitura con avanzamento laterale ma, in generale, non è consigliata per la tornitura laterale
- La geometria -RM è fatta per la profilatura e lavora bene con avanzamento sia assiale che laterale. Per gli inserti rotondi, la scanalatura a larghezza completa con avanzamento assiale non è consigliata
Chiave dei codici
Steli QS™ e steli
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Famiglia di prodotti
- Rotazione del mandrino
T - senso orario
U - senso antiorario - Esecuzione utensile
R - destro
L - sinistro
- Tipo di attacco
F - 0º
G - 90º - Dimensioni sede inserto
G - 3 mm
H - 4 mm
K - 6 mm
L - 8 mm - Profondità di taglio max (CDX)
- Refrigerante
- Dimensioni stelo
2525 - 25x25 mm
16 - 16/16 poll.
3232 - 32x32 mm - Diametro minimo per la prima passata in mm (DAXIN)
- Tipo di curvatura
A - per lavorazione interna
B - per scanalatura frontale a borchia
Testine CoroTurn® SL
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Accoppiamento
SL - Famiglia di prodotti
- Rotazione del mandrino
T - senso orario
U - senso antiorario
- Esecuzione utensile
R - destro
L - sinistro - Dimensioni sede inserto
G - 3 mm
H - 4 mm
K - 6 mm - Profondità di taglio max (CDX)
- Refrigerante
C - refrigerante di precisione - Dimensioni stelo
2525 - 25x25 mm
16 - 16/16 poll. - Diametro minimo per la prima passata in mm (DAXIN)
- Tipo di curvatura
A - per lavorazione interna
B - per scanalatura frontale a borchia
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Misura accoppiamento
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Famiglia di prodotti
- Rotazione del mandrino
T - senso orario
U - senso antiorario
- Esecuzione utensile
R - destro
L - sinistro - Dimensioni sede inserto
K - 6 mm
L - 8 mm - Profondità di taglio max (CDX)
- Refrigerante
- Diametro minimo per la prima passata in mm (DAXIN)
- Tipo di curvatura
A - per lavorazione interna
B - per scanalatura frontale a borchia
Inserti
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Famiglia di prodotti
- Rotazione del mandrino
T - senso orario
U - senso antiorario
- Dimensioni sede inserto
G - 3 mm
H - 4 mm
K - 6 mm
L - 8 mm - Larghezza inserto (CW)
0400 - 4 mm
0300 - 3 mm
- Raggio di punta inserto
02 - 0.20 mm
03 - 0.30 mm
04 - 0.40 mm
08 - 0.80 mm - Geometria inserto
TF - per scanalatura e tornitura laterale
GF - rettificato per scanalatura
RM - per profilatura
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号