
CoroCut® 2
Una nuova soluzione per maggiori vantaggi
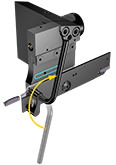
Istruzioni per l’assemblaggio
Leggete e scaricate le istruzioni di assemblaggio delle lame di troncatura CoroCut® 2 Cambio degli inserti e collegamento del refrigerante sulle lame di troncatura

Trovate l'adattatore più adatto alla vostra macchina
Questi dispositivi di bloccaggio e portautensili rotanti sono stati progettati per soddisfare specifiche interfacce di torretta, con modelli di bulloni specifici per ogni marchio di macchina.
Consigli applicativi
Alcuni accorgimenti, quando effettivamente adottati, possono migliorare sensibilmente le operazioni di troncatura e scanalatura. Visitate la sezione dedicata alle conoscenze tecniche in materia di troncatura e scanalatura
Design raschiante per tutte le geometrie di troncatura
Gli inserti raschianti consentono di lavorare componenti ad avanzamenti elevati senza perdere la capacità di generare una buona finitura superficiale e ottenere una rottura ottimale dei trucioli. La regola generale è: due volte la velocità di avanzamento, stessa finitura superficiale. Stesso avanzamento, finitura superficiale due volte migliore.

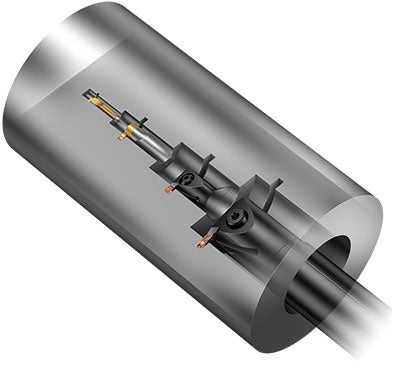
Design della lama di troncatura
Il corto elemento di bloccaggio assicura prestazioni migliori durante la realizzazione di smussi prima della troncatura. Sia la durata utensile che la finitura superficiale sono migliorate grazie alla maggiore stabilità e al refrigerante interno.

Chiave per lame
La chiave per l'elemento di bloccaggio più corto della lama di troncatura utilizza due perni, di cui uno eccentrico, e apre la lama quando girata.
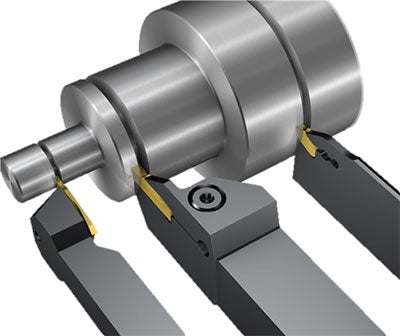
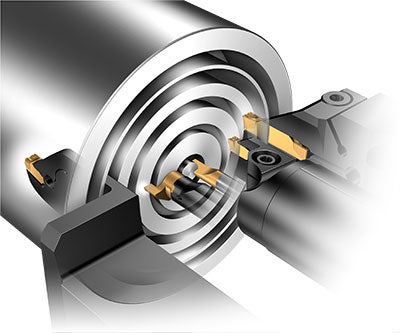
Posizionamento
Scanalatura esterna e troncatura
CoroCut® 2
Troncatura e scanalatura versatili e in efficienza costi, grazie agli inserti bitagliente. Scelta prioritaria per scanalatura e troncatura di diametri inferiori a 40 mm (1,575 poll.).
CoroCut® 3
Per operazioni in efficienza costi di troncatura e scanalatura a profondità ridotte e scanalatura di precisione in aree ristrette e di sedi di anelli elastici fino alle larghezze più ridotte.
CoroCut® QD
Scelta prioritaria per troncatura e scanalatura profonda.
| Sistema | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1,5–8 |
| CoroCut® 3 | 1,5–6,4 | 0,5–3,18 |
Scanalatura interna
CoroCut® 2
Soluzione versatile di troncatura e scanalatura. Scelta prioritaria per la scanalatura interna per diametri maggiori, da
25 mm (0,984 poll.) in su. Efficienza costi garantita dagli inserti bitagliente.
CoroTurn® XS
Utensili rettificati di precisione. Scelta prioritaria per le scanalature più strette con i diametri più piccoli, 2–10 mm (0,079–0,394 poll.).
CoroCut® MB
Un'opzione in efficienza costi per scanalature strette con piccoli diametri.
CoroCut® QI
Scelta prioritaria per operazioni sicure di scanalatura interna con piccoli diametri, 12–60 mm (0,472–2,362). Assicura un'elevata sicurezza del processo e l'affidabilità delle operazioni di scanalatura, con un'elevata finitura superficiale.
| Sistema | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7,2 | 0,4–2,5 |
| CoroCut® MB | 10–20 | 0,7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4,5–23 |
Scanalatura frontale
CoroCut® 2
Famiglia di prodotti per operazioni di troncatura e scanalatura versatili. Efficienza costi garantita dagli inserti bitagliente. Scelta prioritaria per la scanalatura frontale poco profonda di diametri superiori a 35 mm (1,378 poll.).
CoroCut® QF
Scelta prioritaria per operazioni sicure di scanalatura frontale profonda con diametri superiori a 30 mm (1,181 poll.). Offre un'affidabilità impareggiabile anche nelle scanalature strette e profonde.
CoroCut® MB
Un'opzione in efficienza costi per scanalature strette con piccoli diametri.
CoroTurn® XS
Utensili rettificati di precisione. Scelta prioritaria per la lavorazione delle scanalature più strette con i diametri più piccoli.
| Sistema | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0,2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5,64–12 | 1,5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5,5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2,5–8 |
Raccomandazioni
- Iniziate con i dati di taglio consigliati come scelta prioritaria
- Tutti i dati di taglio consigliati si riferiscono a lavorazioni senza refrigerante ad alta precisione
- Quando si utilizza il refrigerante ad alta precisione, aumentare la velocità del 30-50%
- Nelle operazioni di troncatura e scanalatura, CoroCut® 2 è la soluzione in efficienza costi fino alle profondità in cui è possibile utilizzare gli inserti a 2 taglienti.
Se CoroCut® 2 non risponde alle vostre esigenze, passate alla pagina Utensili per troncatura e scanalatura per altre raccomandazioni sugli utensili.
Raccomandazioni relative agli inserti
Dimensioni delle sedi inserto
- Gli inserti sono disponibili in differenti dimensioni e con raggi di punta differenti. Tutti gli inserti CoroCut® 2 sono pienamente compatibili con i portautensili CoroCut® 1-2. Tuttavia, per posizionare più precisamente l'inserto e minimizzarne lo spostamento, per le sedi portainserto E-F-G è necessario passare ai nuovi portautensili a binario.
- Le misure della sede dell'inserto devono corrispondere a quelle della sede dell'utensile
Dimensioni delle sedi inserto
- D con forma a V:
- Larghezze inserto: 1,5 mm (0,059 poll.)
- Profondità di taglio: 8–17 mm (0,315–0,669)
- E-L con design a binario stabile:
- Larghezze inserto: 2–8 mm (0,079–0,315 poll.)
- Profondità di taglio: 8–32 (0,315–1,30 poll.)
Inserti di scelta prioritaria
Fate riferimento alle tabelle che seguono, per trovare l'inserto di scelta prioritaria per una determinata operazione
Esecuzione di scarichi con CoroCut® 2
Gli inserti CoroCut® a due taglienti offrono grande controllo truciolo nell'esecuzione di scarichi con piccole profondità a bassi avanzamenti.
- -RM è una geometria universale per la profilatura su tutti i materiali
- Utilizzate la geometria -RO, disponibile per CoroCut® 1-2, per le operazioni su acciaio inossidabile, HRSA ed altri materiali con tendenza all'incollamento
Scanalatura di sedi anelli elastici
Per ottenere basse forze di taglio e buona finitura superficiale, utilizzate CoroCut® 2 con geometria -GF
Geometrie e applicazione
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| Troncatura |  |  | |  | | | | |  | | | Applicazione principale |
| Scanalatura |  | | | | | | | | | | | Applicazione complementare |
| Profilatura | 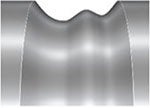 | | | | | | | | | | | Non consigliata |
| Tornitura |  | | | | | | | | | |
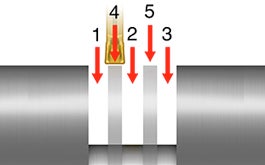
Troncatura
 |
 |
 |
 |
 |
|
| 1. Troncatura di tubi | 2. Troncatura di barre, condizioni buone | 3. Troncatura di barre, condizioni difficili | 4. Leggera interruzione | 5. Interruzione forte | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Tutte le qualità e le geometrie sono aggiornate, ad eccezione di quelle contrassegnate con *, che sono ancora disponibili in CoroCut® 1-2.
- Troncatura di barre o tubi - condizioni da buone a normali
- Troncatura di barre - condizioni da buone a normali (contromandrino e/o riduzione dell'avanzamento al centro)
- Troncatura di barre - condizioni da normali a difficili, senza riduzione dell'avanzamento al centro
- Troncatura di barre o tubi - interruzione da leggera a media
- Troncatura di barre o tubi - interruzione da media a forte
Scanalatura
 |
 |
 |
 |
 |
|
| Scanalatura | Tornitura di scanalature larghe | Scanalatura interna | Scanalatura interna larga | Scanalatura frontale | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Tutte le qualità e le geometrie sono aggiornate, ad eccezione di quelle contrassegnate con *, che sono ancora disponibili in CoroCut® 1-2.
Profilatura
 |
||
| Profilatura esterna | Profilatura interna | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
Tutte le qualità e le geometrie sono aggiornate, ad eccezione di quelle contrassegnate con *, che sono ancora disponibili in CoroCut® 1-2. -RO e -AM hanno un tagliente rettificato e tolleranze più strette di -RM. Utilizzare -RO/-AM quando è necessaria una ripetibilità elevata.
Tipologie di usura, risoluzione dei problemi
| Tipologia di usura | Causa | Soluzione |
Tagliente di riporto  | 1. Temperatura del tagliente troppo bassa. 2. Geometria o qualità inadeguata. | 1. Aumentare la velocità di taglio e/o l’avanzamento. 2. Scegliere una geometria con spigoli taglienti, preferibilmente una qualità con rivestimento PVD. |
Scheggiatura/rottura  | 1. Qualità troppo dura. 2. Geometria troppo debole. 3. Condizioni instabili. 4. Dati di taglio troppo elevati. | 1. Scegliere una qualità più tenera. 2. Scegliere una geometria che permetta di avere un campo di avanzamento maggiore. 3. Ridurre la sporgenza. Controllare il posizionamento in altezza. 4. Ridurre i dati di taglio. |
Deformazione plastica  | 1. Temperatura eccessiva nella zona di taglio. 2. Qualità non adatta. 3. Adduzione di refrigerante insufficiente. | 1. Ridurre la velocità di taglio e/o l'avanzamento. 2. Scegliere una qualità più resistente all’usura. 3. Migliorare l’adduzione di refrigerante. |
Usura ad intaglio  | 1. Ossidazione alla profondità di taglio. 2. Temperatura troppo alta del tagliente. | 1. Variare le profondità di taglio (lavorazione in rampa). 2. Ridurre la velocità di taglio. |
Usura sul fianco  | 1. Velocità di taglio troppo elevata. 2. Qualità troppo fragile. 3. Adduzione di refrigerante insufficiente. | 1. Ridurre la velocità di taglio. 2. Scegliere una qualità più resistente all’usura. 3. Migliorare l’adduzione di refrigerante. |
Craterizzazione  | 1. Velocità di taglio troppo elevata. 2. Qualità troppo fragile. 3. Avanzamento troppo elevato. 4. Adduzione di refrigerante insufficiente. | 1. Ridurre la velocità di taglio. 2. Scegliere una qualità più resistente all’usura. 3. Ridurre l'avanzamento. 4. Migliorare l’adduzione di refrigerante |
Legenda dei codici
Inserti

1. Area prodotto
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Famiglia prodotto
2 = CoroCut® 2
3. Codice prodotto (TPC)
R = utensile multitaglienti per troncatura e scanalatura radiale
A = utensile multitaglienti per troncatura e scanalatura assiale
T = utensile multitaglienti per tornitura
I = inserto multitaglienti
4. Codice dimensione sede portainserto
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
5. Numero di taglienti
1 = inserti a un tagliente
2 = inserti a due taglienti
6. Esecuzione degli inserti
R = destra
L = sinistra
N = neutra
7. Larghezza di taglio
Ad esempio:
0300 = larghezza di taglio 3,0 mm
8. Angolo frontale
Ad esempio
00 = 0°
05 = 5°
9. Raggio di punta
Ad esempio
02 = 0,2 mm
04 = 0,4 mm
10. Denominazione geometria
Primo carattere: tipo di operazione
C = troncatura (taglio)
G = scanalatura
T = tornitura
R = profilatura (rotonda)
Secondo carattere:
F = avanzamento basso
M = avanzamento medio
R = avanzamento elevato
11. Codice qualità
Ad esempio
4425
Utensili di troncatura e scanalatura

1. Area prodotto
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Famiglia prodotto
2 = CoroCut® 2
3. Codice prodotto (TPC)
R = utensile multitaglienti per troncatura e scanalatura radiale
A = utensile multitaglienti per troncatura e scanalatura assiale
T = utensile multitaglienti per tornitura
I = inserto multitaglienti
4. Tipo di accoppiamento macchina
CC = unità di taglio Coromant Capto®
QS = utensile a stelo QS
RS = utensile a stelo rettangolare
SL = testina di taglio SL
BN = lama per troncatura con accoppiamento neutro
BR = lama per troncatura con accoppiamento destro
BL = lama per troncatura con accoppiamento sinistro
CE = stelo cilindrico con scanalatura per manicotto EasyFix
CF = stelo cilindrico con piano
5. Misura dell'accoppiamento macchina
3 = Capto C3, flangia da 30 mm
4 = Capto C4, flangia da 40 mm
5 = Capto C5, flangia da 50 mm
6 = Capto C6, flangia da 63 mm
8 = Capto C8, flangia da 80 mm
08 = utensile a stelo 8 x 8 mm
10 = utensile a stelo 10 x 10
12 = utensile a stelo 12 x 12 mm
16 = utensile a stelo 16 x 16 mm
20 = utensile a stelo 20 x 20 mm
25 = utensile a stelo 25 x 25 mm
32 = utensile a stelo 32 x 32 mm
40 = utensile a stelo 40 x 40 mm
A06 = utensile a stelo 6/16 poll. (3/8 poll.)
A08 = utensile a stelo 8/16 poll. (1/2 poll.)
A10 = utensile a stelo 10/16 poll. (5/8 poll.)
A12 = utensile a stelo 12/16 poll. (3/4 poll.)
A16 = utensile a stelo 16/16 poll. (1 poll.)
A20 = utensile a stelo 20/16 poll. (1 1/4 poll.)
A24 = utensile a stelo 24/16 poll. (1 1/2 poll.)
16 = utensile a stelo cilindrico 16 mm
20 = utensile a stelo cilindrico 20 mm
25 = utensile a stelo cilindrico 25 mm
32 = utensile a stelo cilindrico 32 mm
40 = utensile a stelo cilindrico 40 mm
50 = utensile a stelo cilindrico 50 mm
A10 = utensile a stelo cilindrico 10/16" (5/8")
A12 = utensile a stelo cilindrico 12/16" (3/4")
A16 = utensile a stelo cilindrico 16/16" (1")
A20 = utensile a stelo cilindrico 20/16" (1 1/4")
A24 = utensile a stelo cilindrico 24/16" (1 1/2")
A32 = utensile a stelo cilindrico 32/16" (2")
25 = testina di taglio SL 25 mm
32 = testina di taglio SL 32 mm
40 = testina di taglio SL 40 mm
70 = testina di taglio SL 70 mm
21 = misura lama HF 21,4 mm
25 = misura lama HF 25 mm
45 = misura lama HF 45 mm
6. Esecuzione utensile
N = neutro
R = utensile destro
L = utensile sinistro
7. Codice dimensione sede portainserto
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
8. Profondità di taglio massima
Ad esempio:
20 = CDX 20 mm
9. Tipo di refrigerante
A = refrigerante di precisione sopra l'inserto
B = refrigerante di precisione sotto l'inserto
C = refrigerante di precisione sopra e sotto l'inserto
D = senza refrigerante
G = refrigerante interno
10. Bloccaggio dell'inserto
A = bloccaggio elastico
B = bloccaggio a vite
C = scanalatura poco profonda
D = bloccaggio a vite con rinforzo ricurvo
E = bloccaggio elastico con rinforzo lineare
F = bloccaggio a vite con rinforzo lineare
S = bloccaggio a vite angolato per stelo a décolletage
11. Numero di sedi inserto (valido solo per le lame)
1 = una sede portainserto
2 = due sedi portainserto
Utensili per scanalatura frontale

1. Area prodotto
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Famiglia prodotto
2 = CoroCut® 2
3. Applicazione prodotto (TPC)
R = troncatura e scanalatura radiale, multitaglienti
A = troncatura e scanalatura assiale, multitaglienti
T = tornitura, multitaglienti
4. Tipo di accoppiamento macchina
CC = unità di taglio Coromant Capto®
QS = utensile a stelo QS
RS = utensile a stelo rettangolare
SL = testina di taglio SL
5. Dimensioni accoppiamento macchina
4 = Capto C4, flangia da 40 mm
5 = Capto C5, flangia da 50 mm
6 = Capto C6, flangia da 63 mm
20 = utensile a stelo 20 x 20 mm
25 = utensile a stelo 25 x 25 mm
32 = utensile a stelo 32 x 32 mm
A12 = utensile a stelo 12/16 poll. (3/4 poll.)
A16 = utensile a stelo 16/16 poll. (1 poll.)
A20 = utensile a stelo 20/16 poll. (1 1/4) poll.)
32 = testina di taglio SL da 32 mm
40 = testina di taglio SL da 40 mm
70 = testina di taglio SL da 70 mm
6. Esecuzione utensile
R = utensile destro
L = utensile sinistro
7. Tipo di attacco
F = angolo di approccio di 0 gradi
G = angolo di approccio di 90 gradi
8. Codice dimensione sede portainserto
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Profondità di taglio massima (CDX)
Ad esempio :
18 = CDX 18 mm
10. Tipo di lama
A = curvatura per scanalatura frontale interna
B = curvatura per scanalatura frontale a borchia
11. Diametro minimo per la prima passata
Ad esempio:
220 = 220 mm
12. Tipo di refrigerante
A = refrigerante di precisione sopra l'inserto
B = refrigerante di precisione sopra l'inserto
C = refrigerante di precisione sopra e sotto l'inserto
D = senza refrigerante
13. Bloccaggio dell'inserto
A = bloccaggio elastico
B = bloccaggio a vite
C = scanalatura poco profonda
D = bloccaggio a vite rinforzato
Utensili di profilatura

1. Area prodotto
T = CoroTurn (tornitura generale)
C = CoroCut (troncatura e scanalatura)
M = CoroMill
D = CoroDrill
B = CoroBore
2. Famiglia di prodotti
2 = CoroCut® 2
3. Applicazioni prodotto (TPC)
R = troncatura e scanalatura radiale, multitaglienti (T711 & T714)
A = troncatura e scanalatura assiale, utensile multitaglienti (T713)
T = tornitura, multitaglienti (T712)
4. Tipo di accoppiamento macchina
CC = unità di taglio Coromant Capto®
QS = utensile a stelo QS
RS = utensile a stelo rettangolare
SL = testina di taglio SL
BF = barra di alesatura con piano
BE = barra di alesatura con scanalatura per manicotto EasyFix
5. Misura dell'accoppiamento macchina
3 = Capto C3, flangia 30 mm
4 = Capto C4, flangia 40 mm
5 = Capto C5, flangia 50 mm
6 = Capto C6, flangia 63 mm
8 = Capto C8, flangia 80 mm
08 = utensile a stelo 8 x 8 mm
10 = utensile a stelo 10 x 10
12 = utensile a stelo 12 x 12 mm
16 = utensile a stelo 16 x 16 mm
20 = utensile a stelo 20 x 20 mm
25 = utensile a stelo 25 x 25 mm
32 = utensile a stelo 32 x 32 mm
40 = utensile a stelo 40 x 40 mm
A06 = utensile a stelo 6/16" (3/8")
A08 = utensile a stelo 8/16" (1/2")
A10 = utensile a stelo 10/16" (5/8")
A12 = utensile a stelo 12/16" (3/4")
A16 = utensile a stelo 16/16" (1")
A20 = utensile a stelo 20/16" (1 1/4")
A24 = utensile a stelo 24/16" (1 1/2")
25 = testina di taglio SL 25 mm
32 = testina di taglio SL 32 mm
40 = testina di taglio SL 40 mm
70 = testina di taglio SL 70 mm
16 = barra di alesatura 16 mm
20 = barra di alesatura 20 mm
25 = barra di alesatura 25 mm
32 = barra di alesatura 32 mm
40 = barra di alesatura 40 mm
50 = barra di alesatura 50 mm
A10 = barra di alesatura 10/16" (5/8")
A12 = barra di alesatura 12/16" (3/4")
A16 = barra di alesatura 16/16" (1")
A20 = barra di alesatura 20/16" (1 1/4")
A24 = barra di alesatura 24/16" (1 1/2")
A32 = barra di alesatura 32/16" (2")
6. Esecuzione utensile
R = utensile destro
L = utensile sinistro
7. Angolo di lavorazione in rampa massimo (RMPX)
07 = 7 gradi
20 = 20 gradi
45 = 45 gradi
70 = 70 gradi
8. Dimensioni della sede inserto
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Profondità di taglio massima
Ad esempio:
25 = CDX 25 mm
10. Tipo di refrigerante
A = refrigerante di precisione sopra l'inserto
B = refrigerante di precisione sotto l'inserto
C = refrigerante di precisione sopra e sotto l'inserto
D = senza refrigerante
G = refrigerante interno
11. Sistema di bloccaggio
A = Bloccaggio elastico
B = Bloccaggio a vite
C = Scanalatura poco profonda
D = Bloccaggio a vite rinforzato
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号