
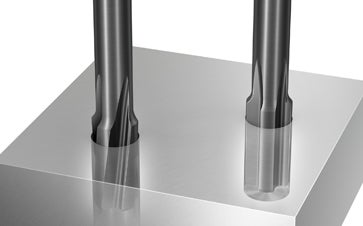
CoroReamer® 835
CoroReamer 835 is optimized for specific materials. Internal coolant and extremely unequal spacing of the cutting edges are two features that promise really close hole tolerances and high-quality surface finish.

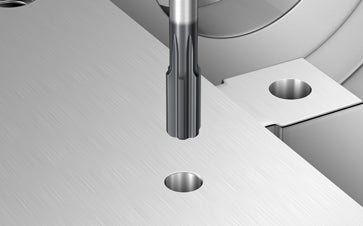
Diametro corretto
Verificare che il diametro del foro pre-eseguito sia quello corretto per l'asportazione del sovrametallo.
Pezzo rigido
Il pezzo deve essere bloccato rigidamente e il mandrino della macchina non dovrebbe avere giochi.
Sporgenza corta
Minimizzare la sporgenza dell'utensile rispetto al mandrino della macchina.

Lubrificazione
Utilizzare i lubrificanti raccomandati.
Suggerimenti applicativi

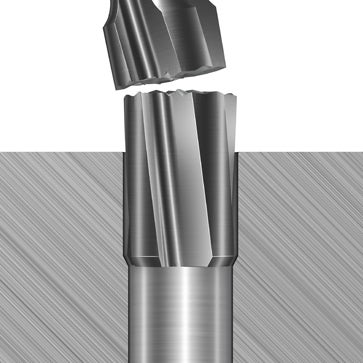
Considerazioni iniziali
Per ottenere i risultati migliori quando si utilizzano gli alesatori, è fondamentale farli "lavorare". È invece un errore comune quello di preparare i fori da alesare con un sovrametallo troppo sottile. Se il sovrametallo lasciato nel foro è insufficiente, l'alesatore tenderà a sfregare, usurandosi rapidamente con conseguente perdita del diametro. Per buone prestazioni, tuttavia, è ugualmente importante non lasciare nel foro uno strato eccessivo di sovrametallo.
Risoluzione dei problemi
Il runout del mandrino o dell'utensile è troppo alto? I dati di taglio non sono corretti o state cercando di capire come evitare il tagliente di riporto durante il processo di alesatura? Fate riferimento alla nostra guida sulla risoluzione dei problemi di alesatura.
App utili




Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号