
CoroTap® 400
CoroTap 400 è un maschio a rullare ad alta velocità che non prevede la formazione di trucioli, adatto alla lavorazione di fori passanti e ciechi su acciaio, acciaio inossidabile, alluminio e HRSA. Sono disponibili versioni versatili e ottimizzate, con e senza scanalature per l'olio, in tutta una serie di diametri, qualità, rivestimenti e forme di filetto per diverse applicazioni.
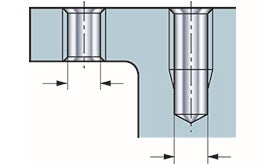
Il foro
Per i calcoli di base relativi alle dimensioni del foro, fare riferimento alle formule corrispondenti per i maschi a rullare.
D = diametro foro (mm, poll.)
TD = diametro filetto nominale (mm, poll.)
TP = passo del filetto (mm, poll.)

Il componente
Quando si analizza il foro, considerare anche il materiale del pezzo, la forma del componente e la quantità.
La macchina
La macchina influisce su: Considerare sempre:

Portautensili
Per una maschiatura di precisione con sicurezza del processo ottimale, CoroChuck™ 970 è l'attacco ideale per CoroTap 400. Idoneo all'uso su macchine CNC con cicli di maschiatura sincronizzati.Ulteriori informazioni

Consigli applicativi

Scelta del maschio corretto
Selezionare il maschio più adatto in base al materiale e alle specifiche del foro.

Refrigerante
Il refrigerante è un elemento critico per la buona riuscita di un'operazione di maschiatura perché influisce su evacuazione truciolo, qualità del filetto e durata utensile.

Elementi fondamentali per la buona riuscita delle operazioni di maschiatura
Per ottimizzare l'operazione di maschiatura e ottenere un prodotto finito di alta qualità, procedere come segue.
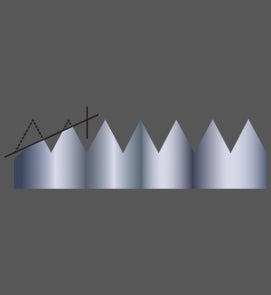
Tipo di smusso per la filettatura
Lo smusso da utilizzare dipende dal tipo di foro da maschiare. Esistono tre differenti tipi di smusso: B, C e E.

Perché e quando utilizzare CoroTap 400
- Per acciaio, acciaio inossidabile e alluminio
- Utilizzabile per ogni tipo di foro
- Fino a 3.5 x la profondità di filettatura
- Soluzione di filettatura senza trucioli
- Incrementa la resistenza del filetto in alcuni materiali, ad es. alluminio
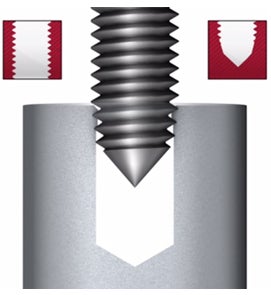
Perché un maschio a rullare?
- Più veloce del maschio ad asportazione
- La durata utensile è spesso più lunga
- Un solo utensile per fori passanti e ciechi
- Design stabile = minor rischio di rottura
- Senza formazione di trucioli
- Cambio utensile rapido
- Filetti più robusti grazie alla tempra a freddo
- Ottima finitura superficiale del filetto
Raccomandazioni
Fluido da taglio/emulsione
A seconda dell'applicazione, sono diverse le opzioni per il fluido da taglio:- A base di olio minerale
- Refrigerante sintetico
- Fluido da taglio semisintetico
- Olio a base vegetale
- Olio intero
Conoscere il fluido da taglio utilizzato nella macchina e il tenore d'olio è importante.
Ulteriori informazioni
App utili


Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号