
CoroTurn® 300
Tornitura efficace e di alta qualità
Istruzioni

Cambio dell'inserto
L'inserto può essere cambiato in cinque semplici passi, con una soluzione di bloccaggio a leva che conferisce all'inserto la capacità di autobloccarsi in sede mentre i punti fissi di posizionamento (iLock™) assicurano rigidità e precisione. Utilizzare un momento torcente di 4.5 Nm.

Collegamento del refrigerante sugli steli QS™
Esistono quattro modi per collegare il refrigerante: utilizzando un adattatore (scelta prioritaria), con un collegamento posteriore, con un collegamento frontale nella parte inferiore o con collegamento posteriore dotato di elemento di arresto QS

Adduzione di refrigerante
Chiudendo i fori del refrigerante è possibile scegliere se utilizzare il refrigerante solo sopra, sotto o entrambi (setup standard).




Consigli applicativi
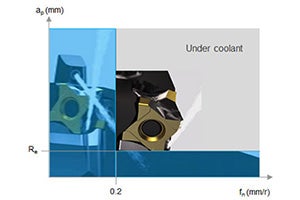
Refrigerante sopra e sotto l'inserto – come utilizzarlo?
CoroTurn® 300 è dotato di refrigerante sopra e sotto l'inserto. Scoprite come utilizzarlo correttamente e quanto è utile sia per migliorare le prestazioni che per superare le sfide tipiche della tornitura
Raccomandazioni
Geometrie e qualità di inserto
| Operazione | Geometria |
| Finitura | -L4 |
| Lav. media | -M5 |
| Ottima finitura superficiale / avanzamenti elevati | -M5W |
| Condizioni di lavorazione | P |
| Buone | GC4415 |
| Normali | GC4425 |
| Difficili | GC4425 |
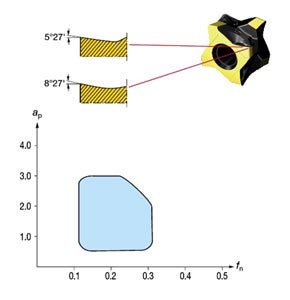
- -L4, raggi di punta 04: eccelle con ap 0.25–3 mm (.010–.118 poll.) e fn tra 0.1–0.3 mm/giro (.004–.012 poll./giro)
- -L4, raggi di punta 08: eccelle con ap 0.5–3 mm (.020–.118 poll.) e fn tra 0.12–0.32 mm/giro (.005–.013 poll./giro)
- -L4, raggi di punta 12: eccelle con ap 0.65–3 mm (.026–.118 poll.) e fn tra 0.15–0.35 mm/giro (.006–.014 poll./giro)
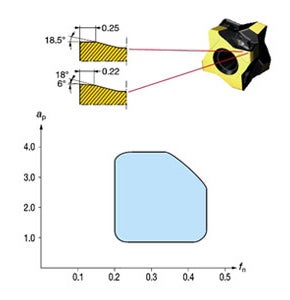
- -M5, raggi di punta 08: eccelle con ap 0.8–3.8 mm (.031 –.150 poll.) e fn tra 0.2–0.45 mm/giro (.008–.018 poll./giro)
- -M5, raggi di punta 12: eccelle con ap 1.2–3.8 mm (.047–.150 poll.) e fn tra 0.25–0.55 mm/giro (.010–.022 poll./giro)
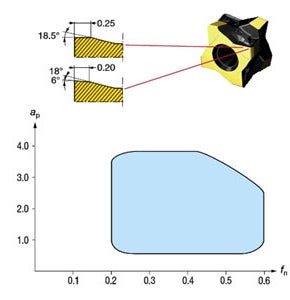
- -M5W, raggi di punta 08: eccelle con ap 0.5-3.8 mm (.020-.150 poll.) e fn tra 0.2-0.6 mm/giro (.008-.024 poll./giro)
- -M5W, raggi di punta 12: eccelle con ap 0.8-3.8 mm (.031-.150 poll.) e fn tra 0.25-0.7 mm/giro (.010-.028 poll./giro)
Posizionamento di -L4, -M5 e -M5W rispetto alle geometrie ISO
Tenacità del tagliente

Area di rottura dei trucioli
Nota:
maggiore area di rottura dei trucioli =
ap e
fn più alti
Sezioni trasversali e campi di applicazione
-L4
-M5
-M5W
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号