
CoroBore® BR30
最大限の生産性を実現する3コーナ荒ボーリング工具
取扱要領

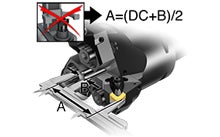
径調整
プリセッタが使用できない場合は、ピンとチップ間の距離を測定し、ピンの半径を差し引いて、径を調整します。有効な加工径を得るには2倍にします。

トルク
チップと工具を組み付ける場合は、必ずトルクレンチ使用して推奨トルクでスクリューを締め付けてください。

アダプタのレーザーマーキングの目盛
アダプタに施されたレーザーマーキングの目盛により、径調整が簡単に行えます。



加工のヒント

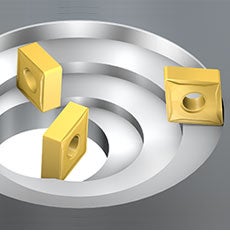
止まり穴
止まり穴を加工する場合は、適切な切りくず処理がきわめて重要になります。
正しい切削条件を使用することは、適切な切りくず形成のための基本要因です。
切りくずの詰まりやチップの摩耗がないことを確認してください。
切削油の圧力および流量は切りくずの排出に十分なものでなければなりません。
効果的な切りくず排出のための条件は、立型の機械の方が横型の機械より厳しくなります。
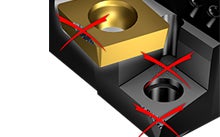
断続切削加工
交差穴などの断続切削加工では、チップ切削条件に対する要求が厳しくなります。
高じん性の材種を選択してください。
安定した加工条件で加工安全性を改善するには、剛性の高い四角形のネガチップを選択してください。
激しい断続がある場合には切削条件を低減してください。
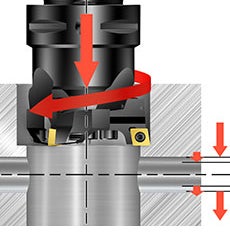
偏芯している穴
下穴の中心とボーリングツールの中心が一致しない場合は、穴の片側の切込みが非常に大きくなります。
このような加工にはステップボーリングが最適で、切込みを大きくすることができます。切削抵抗が対称的でないと工具が曲がることがあり、特に突出し量の長い工具との組合せではわずかに中心のずれが生じたりびびりの原因となります。

砂かみ
鋳造部品に含有されている砂はチップの摩耗を促進させます。
推奨事項:
• 高じん性の材種を選択してください。
• 切削条件を低減してください。
• 加工安全性を改善して摩耗を最小限に抑えるには、剛性の高い四角形のネガチップを選択してください。
推奨事項
切削条件
荒ボーリング加工の一般推奨事項:
- 突出し量が短い場合:vc 200 m/min( チップボックスに記載のvc がvc 200 m/min よりも大きい場合に有効)。チップボックスに記載された推奨送りと推奨切込みを確認してください。
- vc = ラベルにある推奨値の50%。びびりが発生した場合は、切削速度を下げ、送りを上げてください。推奨最大送りと切込みapを同時に使用しないでください。
機械の制限事項:
大径のボーリング加工では、常に機械の出力とトルクが十分であることを確認してください。
切削条件:CoroBore® 111
| 型番 | 材種 | 送り範囲 (fn) | 切込み (ap) | 切削速度 (vc) | ||||||
| 最小値 | 最大値 | 推奨値 | 最小値 | 最大値 | 推奨値 | 最小値 | 最大値 | 推奨値 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
締付けトルク
チップスクリュー
| ISO | ANSI | 非ISO | 型番 | サイズ | トルクスプラス | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | 90°チップ | 84°チップ | |||||||||||
| サイズ | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | スクリューサイズ | ISO | ANSI | 非ISO | Nm | Ft/lbs | スクリューサイズ |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120.0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120.0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120.0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120.0 | 55.3; 88.5 | M 10;M 12 | |
ツールホールディング
ボーリング加工用アダプタの選定に際して最も重要な項目は、曲げ剛性とトルク伝達です。第一推奨は常にCoromant Captoカップリングで構成された工具となり、優れた繰り返し精度と市場で最高の剛性を発揮します。
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。
