
CoroMill® MH20
고이송 포켓 밀링 가공
성능 테스트, ISO S
| 가공물: | 우주 항공 날개 지지대 |
| 소재: | S4.3.Z.AN (Ti6Al4V) |
| 가공 방법: | 포켓 가공 |
| 기계: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
+32% 공구 수명 향상
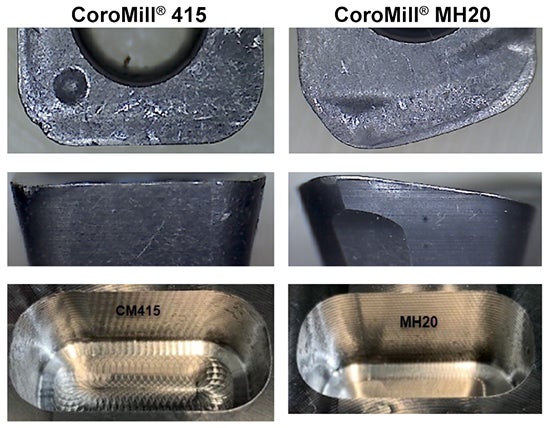
| CoroMill® 415 | CoroMill® MH20 | |
| 공구 | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| 인서트 | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| 공구 오버행, mm (inch) | 40 (1.575) | 40 (1.575) |
| vc, m/min (ft/min) | 69 (226) | 69 (226) |
| n, rpm | 1000 | 1000 |
| fz, mm/z (in/z) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min (in/min) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (inch) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (inch) | 16 (0.630) | 15.8 (0.622) |
| 공구 수명, 분 | 49 | 64.5 |
결과:
CoroMill® MH20을 이용한 고객은 공구 수명이 32% 개선되고 가공물 표면의 품질이 크게 향상되었습니다. CoroMill® MH20의 인서트 코너는 인선 안정성이 개선되고 진동이 감소했습니다.
성능 테스트, ISO M
| 가공물: | 식품 가공 기계 가공물 |
| 소재: | M1.0.Z.AQ (AISI 304) |
| 가공 방법: | 사이드 및 평면 밀링 가공 |
| 기계: | DMG MORI NT4250, Coromant Capto® C6 |
안정적인 성능
| 경쟁사 | 샌드빅 코로만트 | |
| 공구 | DCX: 25 mm (1 inch), zn: 4 | MH20-025A25-06H, zn: 4 |
| 인서트 | - | MH20-06 03 20E-L30 1040 |
| 공구 오버행, mm (inch) | 척 + 70 (2.76)=160 (6.30) | 척 + 90 (3.54)=180 (7.09) |
| vc, m/min (ft/min) | 120 (394) | 120 (394) |
| n, rpm | 1530 | 1530 |
| fz, mm/z (in/z) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min (in/min) | 5200 (205) | 5200 (205) |
| ap, mm (inch) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (inch) | 20 (0.787) | 20 (0.787) |
| 공구 수명, 분 | 가공물 3개/49.5분 | 가공물 3개/49.5분 |
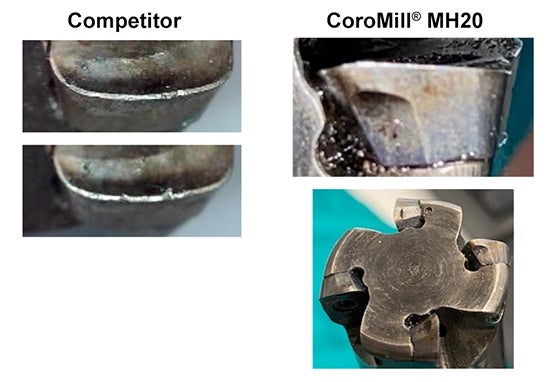
결과:
경쟁사의 인서트는 부품 3개를 가공한 후 노치 마모와 마이크로 치핑이 명확하게 나타났습니다. CoroMill® MH20 인서트는 절삭날이 안정적이고 인선 품질이 우수하여 마모가 적습니다.
성능 테스트, ISO P
| 가공물: | 축 |
| 소재: | P2.1.Z.AN (30CrMnSiNi2A), 비경화 |
| 가공 방법: | 깊은 슬롯 가공 및 절단 |
| 기계: | Haitian HISION GLU16 VMC, BT50 |
+11% 생산성
| 경쟁사 | 샌드빅 코로만트 | |
| 공구 | DCX: 25 mm (1 inch), zn: 3 | MH20-R025A25-08M, zn: 3 |
| 인서트 | - | MH20-08 04 25M-M50 4340 |
| 공구 오버행, mm (inch) | 척 + 122 (4.80) | 척 + 110 (4.33) |
| vc, m/min (ft/min) | 142 (466) | 142 (466) |
| n, rpm | 1800 | 1800 |
| fz, mm (inch) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min (in/min) | 2300 (90.6) | 2600 (102) |
| ap, mm (inch) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (inch) | 25 (0.984) | 25 (0.984) |
| 공구 수명, 분 | 가공물 1개/348분 | 가공물 1개/308분 |
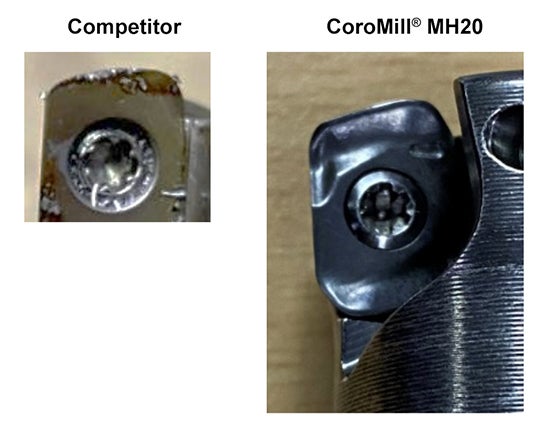
결과:
CoroMill® MH20은 경쟁 제품보다 생산성이 11% 높고 마모가 적어서 성능이 안정적인 것으로 나타났습니다.
성능 테스트, 인코넬
| 산업 분야: | 우주 항공 |
| 가공물: | 데모 가공물 |
| 소재: | S2.0.Z.AG (인코넬 718 시효 처리 HRC 44) |
| 가공 방법: | 황삭 평면 밀링 가공 |
| 기계: | DMG MORI, Coromant Capto® C10, 5축 VMC 셋업 |
| 절삭유: | 내부(유제) |
+33% 공구 수명 향상
Siemens NX에서 생성된 공구 경로 - 적응형 밀링 가공
| 공구 | 홀더: CoroChuck® 930-HD 공구: MH20-R016A16-06L 인서트: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0.4 |
| hex, mm | 0.1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0.6 |
| 공구 오버행, mm | 48 (3×DC) |
| 가공 시간, 분 | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min | 1.92 |
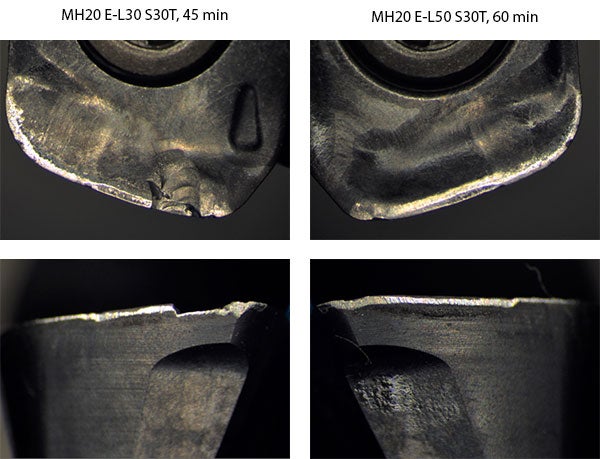
결과:
E-L30과 비교해 E-L50 형상은 인코넬 Inconel 718 가공에서 더 우수한 인선 안정성을 보이기 때문에 우선 추천합니다.
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형