
CoroDrill® 870
Wiertło z wymienną końcówką CoroDrill® 870 pozwala zaoszczędzić czas, zwiększyć produktywność i zmniejszyć jednostkowy koszt obróbki otworu. Wiertła CoroDrill® 870 do wiercenia otworów mieszczących się w granicach pola tolerancji H9-H10 wykonywane są na zamówienie w szerokim zakresie średnic, stopni i długości, odpowiednio dla danego zastosowania.

Zoptymalizowane pod kątem długiej, przewidywalnej trwałości narzędzia i dużej wydajności
Sztywny korpus CoroDrill® 870 umożliwia stosowanie wysokich prędkości posuwu i zapewnia doskonałą jakość otworów . Rowki wiórowe wiertła o zoptymalizowanym kształcie i rozmiarze oraz kącie linii śrubowej zapewniają bezpieczne odprowadzanie wiórów i stabilność narzędzia.
Gatunki charakteryzują się przewidywalnym przebiegiem zużycia i powtarzalną trwałością przy obróbce z wysoką produktywnością.
Geometrie końcówki zapewniają bardzo bezpieczny przebieg obróbki, dobrą kontrolę wiórów, możliwość stosowania wysokich prędkość posuwu i doskonałą jakość otworów.

Dostosowane do Twoich potrzeb
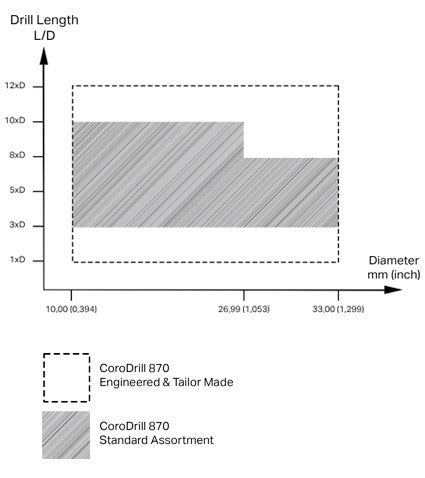
Standardowy asortyment wierteł CoroDrill® 870 jest bardzo szeroki. Jeśli jednak standardowy asortyment okaże się niewystarczający, zarówno korpusy wierteł jak i końcówki mogą zostać wykonane w opcji Tailor Made (produkcja uruchamiana na zamówienie) lub jako narzędzia specjalne.
Asortyment dostępny w opcji Tailor Made obejmują między innymi:

Łatwość obsługi i wydajność wymiany końcówki
Złącze pomiędzy korpusem wiertła i końcówką gwarantuje wysoką dokładność, bezpieczeństwo i stabilność podczas zastosowań wiertarskich.
Konstrukcja złącza, umożliwiająca wymianę końcówek bez wyjmowania oprawki z wrzeciona obrabiarki, co pozwala skrócić czas przestojów i przekłada się na wzrost produktywności.
Obszar zastosowań
 |  |  |  |
| Wiercenie konwencjonalne | Powierzchnie nachylone przy wylocie z otworu | Powierzchnie nachylone na wlocie otworu | Otwory z fazowaniem |
 |  |  |  |
| Otwory przecinające się | Otwory w pakietach blach | Powierzchnie wypukłe/wklęsłe | Otwory wielostopniowe |
- Zakres średnic: 10–33 mm (0.394–1.299 cala)
- Zakres głębokości skrawania: 3×D–12×D
- Tolerancja średnicy wierconych otworów: H9–H10
- Możliwość wykorzystania w różnych zastosowaniach wiertarskich
Wersje produktów

-PM 4334
Pierwszy wybór do materiałów z grup ISO-P, ISO-N i tytanu.
Końcówka PM 4334 charakteryzuje się dużą wszechstronnością. Chociaż jest przede wszystkim przeznaczona do obróbki stali niskostopowych i niestopowych, zapewnia również dobry przebieg wiercenia i trwałość w przypadku obróbki stali nierdzewnych austenitycznych oraz żeliwa.
Gatunek zastosowany w PM 4334 charakteryzuje się doskonałą odpornością na zużycie i udarnością.

-MM 2334
Pierwszy wybór do materiałów z grupy ISO M i Inconelu.
MM 2334 ma podobną geometrię do PM 4234, ale jej ostrze zostało wzmocnione, zapewniając zwiększoną trwałość, zwłaszcza w przypadku stali nierdzewnych typu duplex.
Gatunek stosowany w MM 2334 został zoptymalizowany pod kątem bezpieczeństwa ostrza oraz odporności na siły adhezyjne podczas wiercenia w materiałach z grupy ISO M.

-KM 3334
Pierwszy wybór do materiałów z grupy ISO K.
W geometrii KM 3334 zastosowana została faza na narożach, która umożliwia ograniczenie wyłamań podczas wycofywania wiertła z obrabianego materiału.
Gatunek wykorzystywany w KM 3334 jest bardzo odporny na zużycie i dostosowany do obróbki materiałów z grupy ISO K.

-GP 4334
Nadaje się do materiałów ze wszystkich grup ISO.
GP 4334 przeznaczona jest do wiercenia otworów prowadzących. Geometria charakteryzuje się większym kątem wierzchołkowym oraz inną klasą tolerancji w porównaniu z geometriami PM/MM/KM.
Nowości
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn
