
CoroTurn® 107
Do toczenia wewnętrznego i zewnętrznego smukłych przedmiotów
Instrukcje

Instrukcja postępowania
Do płytek okrągłych i oprawek wykorzystujących złącze szynowe do mocowania płytek w gnieździe.
Zobacz i pobierz tutaj

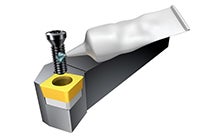
Gniazdo płytki
Gniazdo płytki należy czyścić i kontrolować pod kątem uszkodzeń i zapewnienia odpowiedniego podparcia dla krawędzi skrawających
Płytki podporowe i ich gniazda
Należy upewnić się, czy krawędź płytki podporowej nie została ułamana podczas obróbki lub obsługi oraz czy w gniazdach zabezpieczonych płytką podporową nie utworzył się narost

Powierzchnie styku
Sprawdzić powierzchnię podparcia i powierzchnie styku, upewniając się, czy nie są uszkodzone lub zanieczyszczone.



Wskazówki dotyczące zastosowań
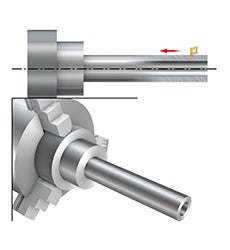
Obróbka smukłych przedmiotów
Wpływ kąta przystawienia: Zawsze należy wykonywać obróbkę z kątem bliskim 90 stopni, ponieważ nawet małe odchylenie (pomiędzy 91 a 95 stopni) wpływa na mniej korzystny rozkład kierunków siły skrawania podczas obróbki.
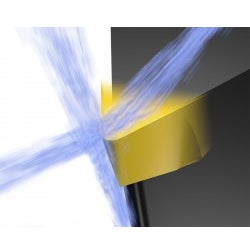
Podawanie chłodziwa od góry i od dołu – który sposób wybrać i kiedy?
Precyzyjne podawanie chłodziwa na powierzchnię natarcia (od góry) i powierzchnię przyłożenia (od dołu) to skuteczny sposób na przezwyciężenie problemów z kontrolą spływu wiórów i zwiększenie trwałości narzędzia. Dowiedz się, jak prawidłowo podawać chłodziwo i poznaj inne zalecenia dotyczące chłodziwa, które mogą polepszyć wyniki toczenia.
Przedmioty wrażliwe na drgania
Zaleca się obróbkę poprzez skrawanie w jednym przejściu, aby siła kierowana była na uchwyt/wrzeciono. Można zmienić kąt przystawienia, aby wywołać bardziej korzystny rozkład składowych siły skrawania. Większy kąt przystawienia sprawia, że dominuje siła skierowana na uchwyt, a przez to siła gnąca działająca na przedmiot jest mniejsza.
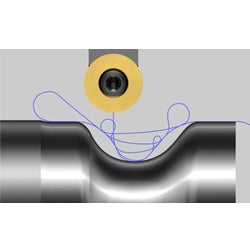
Toczenie nieliniowe
Toczenie nieliniowe to skuteczna strategia obróbki wgłębień w trudno skrawalnych materiałach. Zużycie rozkłada się na dłuższym odcinku krawędzi skrawającej i występuje mniejsze ryzyko drgań przy zagłębianiu w materiał przedmiotu obrabianego. Używaj wariantu mocowania płytek CoroTurn® 107 ze złączem szynowym w celu optymalizacji toczenia nieliniowego i osiągnięcia większego bezpieczeństwa obróbki, produktywności, trwałości ostrza i kontroli spływu wiórów oraz zmniejszenia zasobu magazynowego narzędzi.
Zalecenia
Typ płytki i mocowania
Toczenie zewnętrzne wzdłużne i planowanie
| Obróbka wykończeniowa | Obróbka średnia | Obróbka zgrubna | |
| Kształt płytki | C | C | C |
| Wielkość płytki | 09 | 09 | 12 |
| Kąt przystawienia | 95° | 95° | 95° |
| Mocowanie | Śruba | Śruba | Śruba |
Profilowanie zewnętrzne
| Obróbka wykończeniowa | Obróbka średnia |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Śruba | Śruba |
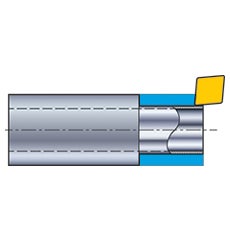
Toczenie wewnętrzne wzdłużne i planowanie
| Obróbka wykończeniowa | Obróbka średnia | |
| Kształt płytki | T | T |
| Wielkość płytki | 05 | 09 |
| Kąt przystawienia | 91° | 91° |
| Mocowanie | Śruba | Śruba |
| Otwór Ø | 6-13 | ≥13.5 |
Profilowanie wewnętrzne
| Obróbka wykończeniowa | Obróbka średnia |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Śruba | Śruba |
| ≥13 | ≥13 |
Gatunek płytki
| Warunki obróbki | P | M | K | N | S | H |
| Dobre | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Przeciętne | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Trudne | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Geometria płytki
| Rodzaj obróbki | P | M | K | N | S | H |
| Obróbka wykończeniowa | -PF | -MF | -KF | -AL | -UM | S01020 |
| Obróbka średnia | -PM | -MM | -KM | -AL | -MF | S01020 |
| Obróbka zgrubna | -PR | -MR | -KR | -AL | -MM | S02030 |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn
