
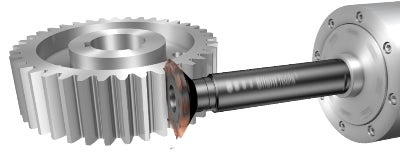
Usinagem de uma engrenagem
Desafio: Reduzir o tempo de ciclo para usinar uma engrenagem.
Resultado: InvoMilling™ com CoroMill® 162, com suporte da CoroMill® 331 para o desbaste, reduziu o tempo de usinagem consideravelmente.
Um de nossos clientes, uma empresa que produz engrenagens, anteriormente usava um processo de fresamento de topo com fresas de topo inteiriças de metal duro não perfiladas para criar o perfil evolvente do dente da engrenagem. Como o fresamento de engrenagens com fresas de topo requer muitos passes, o método é consideravelmente ineficiente. A empresa entrou em contato com os representantes da Sandvik Coromant para aplicar um método de usinagem mais produtivo.
A combinação entre conhecimento da aplicação, as mais novas técnicas de usinagem e ferramentas dedicadas proporcionou uma solução que economiza tempo. Ao usar o InvoMilling para criar os perfis evolventes dos dentes da engrenagem, a engrenagem completa pode ser usinada em um tempo muito mais curto que antes.
| Peça | Engrenagem, dentes retos |
| Material da peça | Aço, AISI 1045, P1.2.Z.AN |
| Módulo, mm (DP) | 12 (4,23) |
| Número de dentes, z | 38 |
| Diâmetro da cabeça, da, mm (pol.) | 480,13 (18,902) |
| Largura da face, b, mm (pol.) | 140 (5,512) |
46%
DE REDUÇÃO
DO TEMPO DE
USINAGEM
| Resultados | Solução InvoMilling | Solução de fresamento de topo | ||
| Corpo da fresa: 162-140Q32-60 Pastilha: 176M60-150612E-PM 1030 | ||||
| Tempo de ciclo, horas | 3,75 | 7 |

