
CoroCut® 2
Nytt koncept, flera fördelar
Hanteringsanvisningar
Visa och ladda ner hanteringsanvisningar för CoroCut® 2 avstickningsblad

Hitta rätt adapter för din maskin
Dessa spännenheter och drivna verktygshållare är utformade för att passa specifika revolvergränssnitt, med unika bultmönster för varje maskintillverkare.
Applikationstips
Det finns ett antal tips som förbättrar dina avsticknings- och spårsvarvningsoperationer radikalt.
Wiperutförande för alla avstickningsgeometrier
Wiperskär möjliggör bearbetning av komponenter med hög matning utan att man behöver tumma på ytjämnheten eller spånbrytningen. En generell riktlinje är: två gånger matningshastigheten, samma ytjämnhet. Samma matningshastighet, dubbelt så god ytjämnhet.

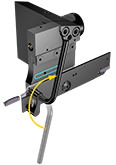
Bladdesign för avstickning
Det korta fastpänningsfingret ger bättre funktion vid fasning före avstickning. Både verktygslivslängd och ytjämnhet förbättras tack vare bättre stabilitet och invändig skärvätsketillförsel.

Nyckel för blad
Nyckeln för avstickningsbladets kortare fastspänningsfinger har två stift, varav det ena har icke-centrerad placering och kan roteras för att öppna bladet.
Positionering
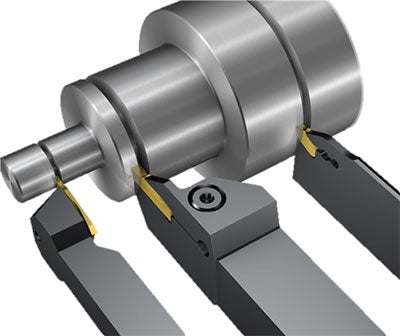
Utvändig spårsvarvning och avstickning
CoroCut® 2
Mångsidig och kostnadseffektiv avstickning och spårsvarvning tack vare tvåeggade skär. Första val för spårsvarvning och avstickning vid diametrar under 40 mm (1,575 tum).
CoroCut® 3
För kostnadseffektiv grund avstickning och spårsvarvning och smal precisionsbearbetning av låsringsspår ner till de minsta bredderna.
CoroCut® QD
Första val för avstickning och djupa spår.
| System | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
Invändig spårsvarvning
CoroCut® 2
Koncept för mångsidig avstickning och spårsvarvning. Första val för invändig spårstickning vid större diametrar,
25 mm (0,984 tum) och större. Kostnadseffektivt tack vare tvåeggade skär.
CoroTurn® XS
Precisionsslipade verktyg. Första val för de smalaste spåren i de minsta diametrarna, 2–10 mm (0,079–0,394 tum).
CoroCut® MB
Ett kostnadseffektivt alternativ för smala spår i små diametrar.
CoroCut® QI
Första val för säker invändig spårsvarvning vid små diametrar, 12–60 mm (0,472–2,362 tum). Säkerställer en hög bearbetningssäkerhet och tillförlitliga spårsvarvningsoperationer med hög ytkvalitet.
| System | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
Axiell spårstickning
CoroCut® 2
Produktfamiljen för mångsidig avstickning och spårsvarvning. Kostnadseffektivt tack vare tvåeggade skär. Första val för grund axiell spårstickning vid diametrar över 35 mm (1,378 tum).
CoroCut® QF
Fösta val för säker djup axiell spårstickning vid diameter större än 30 mm (1,181 tum). Med oöverträffad tillförlitlighet, även för djupa och smala spår.
CoroCut® MB
Ett kostnadseffektivt val för smala spår i små diametrar.
CoroTurn® XS
Precisionsslipade verktyg. Första val för de smalaste spåren i de minsta diametrarna.
| System | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
Rekommendationer
- Börja med förstavalsalternativet och rekommenderade skärdata
- Alla rekommenderade skärdata anges utan precisionstillförsel av skärvätska
- Öka hastigheten med 30–50 % om du använder precisionstillförsel av skärvätska
- För avstickning och utvändig spårsvarvning är CoroCut® 2 en kostnadseffektiv lösning till djup där tvåeggade skär kan användas.
Om CoroCut 2 inte passar för dina behov, se sidan om avsticknings- och spårsvarvningsverktyg för fler verktygsrekommendationer.
Skärrekommendationer
Skärlägesstorlekar
- Skären finns i olika skärlägesstorlekar med olika hörnradier. Alla CoroCut® 2-skär är kompatibla med befintliga CoroCut® 1-2 verktygshållare. Men för att uppnå fördelarna med exaktare skärposition och minimerade skärrörelser behövs en konvertering till de nya verktygshållarna med gränssnitt med skena för skärläge E-F-G.
- Skärlägesstorlekarna måste motsvara hållarens skärlägesstorlek
Skärlägesstorlekar
- D med V-form:
- Skärbredder: 1,5 mm (0,059 tum)
- Skärdjup: 8–17 mm (0,315–0,669)
- E-L med stabilt gränssnitt med skena:
- Skärbredder: 2–8 mm (0,079–0,315 tum)
- Skärdjup: 8–32 (0,315–1,30 tum)
Första val av skär
Använd tabellerna nedan för att identifiera första val av skär för din operation
Svarvning av släppningar med CoroCut® 2
CoroCut® 2-eggade skär erbjuder utmärkt spånkontroll vid svarvning av släppningar med små släppningsdjup vid låg matning.
- -RM är en allround-geometri för profilsvarvning i alla material
- Använd -RO-geometrin, tillgänglig i CoroCut® 1-2, för operationer i rostfritt stål, HRSA och andra kletande material
Svarvning av låsringsspår
Använd CoroCut® 2 med -GF-geometri för låga skärkrafter och god ytkvalitet
Geometrier och applikation
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| Avstickning |  |  | |  | | | | |  | | | Huvudtillämpning |
| Spårsvarvning |  | | | | | | | | | | | Kompletterande applikation |
| Profilsvarvning |  | | | | | | | | | | | Rekommenderas ej |
| Svarvning |  | | | | | | | | | |
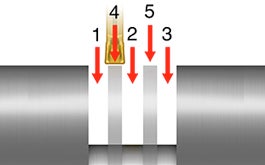
Avstickning
 |
 |
 |
 |
 |
|
| 1. Avstickning av rör | 2. Avstickning av stänger, goda förhållanden | 3. Avstickning av stänger, svåra förhållanden | 4. Lätt intermittens | 5. Svår intermittens | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Alla sorter och geometrier uppdateras förutom de som markerats med *. Dessa finns fortfarande under CoroCut® 1-2.
- Avstickning av stänger eller rör – goda till normala förhållanden
- Avstickning av stänger – goda till normala förhållanden (subchuck och/eller lägre matning i centrum)
- Avstickning av stänger – normala till svåra förhållanden, ingen minskning av matningen i centrum
- Avstickning av stänger eller rör – lätta till medelsvåra intermittenta förlopp
- Avstickning av stänger eller rör – medelsvåra till svåra intermittenta förlopp
Spårsvarvning
 |
 |
 |
 |
 |
|
| Spårsvarvning | Svarvning av breda spår | Invändig spårsvarvning | Invändig bred spårsvarvning | Axiell spårsvarvning | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Alla sorter och geometrier uppdateras förutom de som markerats med *. Dessa finns fortfarande under CoroCut® 1-2.
Profilsvarvning
 |
||
| Utvändig profilsvarvning | Invändig profilsvarvning | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
Alla sorter och geometrier uppdateras förutom de som markerats med *. Dessa finns fortfarande under CoroCut® 1-2. -RO och -AM har en slipad skäregg och snävare toleranser än -RM. Använd -RO/-AM när det krävs hög repeterbarhet.
Felsökning för olika typer av förslitning
| Förslitningstyp | Orsak | Lösning |
Löseggsbildning  | 1. För låg skäreggstemperatur. 2. Olämplig geometri eller sort. | 1. Öka skärhastigheten och/eller matningen. 2. Välj en geometri med vassare skäreggar, helst en PVD-belagd sort. |
Urflisning/skärbrott  | 1. För hård sort. 2. För svag geometri. 3. Instabila förhållanden. 4. För höga skärdata. | 1. Välj en mjukare sort. 2. Välj en geometri för ett högre matningsområde. 3. Minska överhänget. Kontrollera centrumhöjden. 4. Använd lägre skärdata. |
Plastisk deformation  | 1. För hög temperatur i skärzonen. 2. Olämplig sort. 3. Otillräcklig skärvätsketillförsel. | 1. Minska skärhastigheten och/eller matningen. 2. Välj en slitstarkare sort. 3. Öka skärvätsketillförseln. |
Strålförslitning  | 1. Oxidering i skärdjupet. 2. För hög skäreggstemperatur. | 1. Använd varierande skärdjup (rampning). 2. Sänk skärhastigheten. |
Fasförslitning  | 1. Skärhastigheten är för hög. 2. Sorten är för mjuk. 3. Otillräcklig skärvätsketillförsel. | 1. Sänk skärhastigheten. 2. Välj en slitstarkare sort. 3. Öka skärvätsketillförseln. |
Gropförslitning  | 1. Skärhastigheten är för hög. 2. Sorten är för mjuk. 3. För hög matning. 4. Otillräcklig skärvätsketillförsel. | 1. Sänk skärhastigheten. 2. Välj en slitstarkare sort. 3. Minska matningen. 4. Öka skärvätsketillförseln |
Kodnyckel
Skär

1. Produktområde
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktfamilj
2 = CoroCut® 2
3. Produktkod (TPC)
R = Vändskärsverktyg radiell avstickning och spårsvarvning
A = Vändskärsverktyg axiell avstickning och spårsvarvning
T = Vändskärsverktyg svarvning
I = Vändskärsartikel
4. Kod för skärlägesstorlek
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
5. Antal skäreggar
1 = skär med en egg
2 = skär med två eggar
6. Skärutförande
R = höger
L = vänster
N = neutral
7. Skärbredd
Exempel:
0300 = skärbredd 3,0 mm
8. Frontvinkel
Exempel:
00 = 0°
05 = 5°
9. Hörnradie
Exempel:
02 = 0,2 mm
04 = 0,4 mm
10. Geometribeteckning
Första siffran: typ av bearbetning
C = avstickning (”cut”)
G = spårstickning
T = svarvning
R = profilsvarvning (rund)
Andra siffran:
F = låg matning
M = medelhög matning
R = hög matning
11. Sortkod
Exempel:
4425
Verktyg för avstickning och spårsvarvning

1. Produktområde
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktfamilj
2 = CoroCut® 2
3. Produktkod (TPC)
R = Vändskärsverktyg radiell avstickning och spårsvarvning
A = Vändskärsverktyg axiell avstickning och spårsvarvning
T = Vändskärsverktyg svarvning
I = Vändskärsartikel
4. Maskinkopplingstyp
CC = Coromant Capto®-skärenhet
QS = QS-skaftverktyg
RS = rektangulärt skaftverktyg
SL = SL-skärhuvud
BN = blad för avstickning med neutral koppling
BR = blad för avstickning med högerutförande för koppling
BL = blad för avstickning med vänsterutförande för koppling
CE = cylindriskt skaft med spår för EasyFix-hylsa
CF = cylindriskt skaft med plan
5. Storlek maskinkoppling
3 = Capto C3, 30 mm fläns
4 = Capto C4, 40 mm fläns
5 = Capto C5, 50 mm fläns
6 = Capto C6, 63 mm fläns
8 = Capto C8, 80 mm fläns
08 = 8 x 8 mm skaftverktyg
10 = 10 x 10 skaftverktyg
12 = 12 x 12 mm skaftverktyg
16 = 16 x 16 mm skaftverktyg
20 = 20 x 20 mm skaftverktyg
25 = 25 x 25 mm skaftverktyg
32 = 32 x 32 mm skaftverktyg
40 = 40 x 40 mm skaftverktyg
A06 = 6/16 tum (3/8 tum) skaftverktyg
A08 = 8/16 tum (1/2 tum) skaftverktyg
A10 = 10/16 tum (5/8 tum) skaftverktyg
A12 = 12/16 tum (3/4 inch) skaftverktyg
A16 = 16/16 tum (1 tum) skaftverktyg
A20 = 20/16 tum (1 1/4 tum) skaftverktyg
A24 = 24/16 tum (1 1/2 tum) skaftverktyg
16 = 16 mm cylindriskt skaftverktyg
20 = 20 mm cylindriskt skaftverktyg
25 = 25 mm cylindriskt skaftverktyg
32 = 32 mm cylindriskt skaftverktyg
40 = 40 mm cylindriskt skaftverktyg
50 = 50 mm cylindriskt skaftverktyg
A10 = 10/16" (5/8") cylindriskt skaftverktyg
A12 = 12/16" (3/4") cylindriskt skaftverktyg
A16 = 16/16" (1") cylindriskt skaftverktyg
A20 = 20/16" (1 1/4") cylindriskt skaftverktyg
A24 = 24/16" (1 1/2") cylindriskt skaftverktyg
A32 = 32/16" (2") cylindriskt skaftverktyg
25 = 25 mm SL-skärhuvud
32 = 32 mm SL-skärhuvud
40 = 40 mm SL-skärhuvud
70 = 70 mm SL-skärhuvud
21 = blad HF-mått 21,4 mm
25 = blad HF-mått 25 mm
45 = blad HF-mått 45 mm
6. Utförande
N = Neutral
R = Högerutförande
L = Vänsterutförande
7. Kod för skärlägesstorlek
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
8. Maximalt skärdjup
Exempel:
20 = CDX 20 mm
9. Typ av skärvätska
A = Övre precisionskylning
B = Undre precisionskylning
C = Övre och undre precisionskylning
D = Ingen skärvätsketillförsel
G = Invändig skärvätsketillförsel
10. Skärfastspänning
A = Fjäderklamp
B = Skruvfastspänning
C = Grund spårstickning
D = Skruvfastspänning med kurvad förstärkning
E = Fjäderklamp med rak förstärkning
F = Skruvfastspänning med rak förstärkning
S = Vinklad skruvfastspänning för Swiss-skaft
11. Antal skärlägen (gäller endast för blad)
1 = Ett skärläge
2 = Två skärlägen
Verktyg för axiell spårstickning

1. Produktområde
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktfamilj
2 = CoroCut® 2
3. Produktapplikation (TPC)
R = Radiell avstickning och spårsvarvning, vändbar
A = Axiell avstickning och spårsvarvning, vändbar
T = Svarvning, vändbar
4. Maskinkopplingstyp
CC = Coromant Capto® skärenhet
QS = QS-skaftverktyg
RS = Rektangulärt skaftverktyg
SL = SL-skärhuvud
5. Maskinkopplingsstorlek
4 = Capto C4, 40 mm fläns
5 = Capto C5, 50 mm fläns
6 = Capto C6, 63 mm fläns
20 = 20 x 20 mm skaftverktyg
25 = 25 x 25 mm skaftverktyg
32 = 32 x 32 mm skaftverktyg
A12 = 12/16 tum (3/4 tum) skaftverktyg
A16 = 16/16 tum (1 tum) skaftverktyg
A20 = 20/16 tum (1 1/4) tum) skaftverktyg
32 = 32 mm SL-skärhuvud
40 = 40 mm SL-skärhuvud
70 = 70 mm SL-skärhuvud
6. Utförande
R = Högerutförande
L = Vänsterutförande
7. Hållarutförande
F = 0 graders ställvinkel
G = 90 graders ställvinkel
8. Kod för skärlägesstorlek
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Maximalt skärdjup (CDX)
Exempel:
18 = CDX 18 mm
10. Bladtyp
A = Bladkurva för invändig axiell spårstickning
B = Bladkurva för axiell spårstickning till nav
11. Minsta diameter för första stick
Exempel:
220 = 220 mm
12. Typ av skärvätska
A = Övre precisionskylning
B = Undre precisionskylning
C = Övre och undre precisionskylning
D = Ingen skärvätsketillförsel
13. Skärfastspänning
A = Fjäderklamp
B = Skruvfastspänning
C = Grund spårstickning
D = Förstärkt skruvfastspänning
Profilsvarvningsverktyg

1. Produktområde
T = CoroTurn (allmän svarvning)
C = CoroCut (avstickning och spårsvarvning)
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktfamilj
2 = CoroCut® 2
3. Produktapplikation (TPC)
R = Radiell avstickning och spårsvarvning, vändbar (T711 & T714)
A = Axiell avstickning och spårsvarvning, vändbar (T713)
T = Svarvning vändbar (T712)
4. Maskinkopplingstyp
CC = Coromant Capto®-skärenhet
QS = QS-skaftverktyg
RS = Rektangulärt skaftverktyg
SL = SL-skärhuvud
BF = Svarvbom med plan
BE = Svarvbom med spår för EasyFix-hylsa
5. Maskinkopplingsstorlek
3 = Capto C3, 30 mm fläns
4 = Capto C4, 40 mm fläns
5 = Capto C5, 50 mm fläns
6 = Capto C6, 63 mm fläns
8 = Capto C8, 80 mm fläns
08 = 8 x 8 mm skaftverktyg
10 = 10 x 10 skaftverktyg
12 = 12 x 12 mm skaftverktyg
16 = 16 x 16 mm skaftverktyg
20 = 20 x 20 mm skaftverktyg
25 = 25 x 25 mm skaftverktyg
32 = 32 x 32 mm skaftverktyg
40 = 40 x 40 mm skaftverktyg
A06 = 6/16" (3/8") skaftverktyg
A08 = 8/16" (1/2") skaftverktyg
A10 = 10/16" (5/8") skaftverktyg
A12 = 12/16" (3/4") skaftverktyg
A16 = 16/16" (1") skaftverktyg
A20 = 20/16" (1 1/4") skaftverktyg
A24 = 24/16" (1 1/2") skaftverktyg
25 = 25 mm SL-skärhuvud
32 = 32 mm SL-skärhuvud
40 = 40 mm SL-skärhuvud
70 = 70 mm SL-skärhuvud
16 = 16 mm svarvbom
20 = 20 mm svarvbom
25 = 25 mm svarvbom
32= 32 mm svarvbom
40 = 40 mm svarvbom
50 = 50 mm svarvbom
A10 = 10/16" (5/8") svarvbom
A12 = 12/16" (3/4") svarvbom
A16 = 16/16" (1") svarvbom
A20 = 20/16" (1 1/4") svarvbom
A24 = 24/16" (1 1/2") svarvbom
A32 = 32/16" (2") svarvbom
6. Utförande
R = Högerutförande
L = Vänsterutförande
7. Maximal rampningsvinkel (RMPX)
07 = 7 grader
20 = 20 grader
45 = 45 grader
70 = 70 grader
8. Skärlägesstorlek
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Maximalt skärdjup
Till exempel:
25 = CDX 25 mm
10. Typ av skärvätska
A = Övre precisionskylning
B = Undre precisionskylning
C = Övre och undre precisionskylning
D = Ingen skärvätsketillförsel
G = Invändig skärvätsketillförsel
11. Fastspänningssystem
A = Fjäderklamp
B = Skruvfaststpänning
C = Grund spårstickning
D = Förstärkt skruvfastspänning
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
