
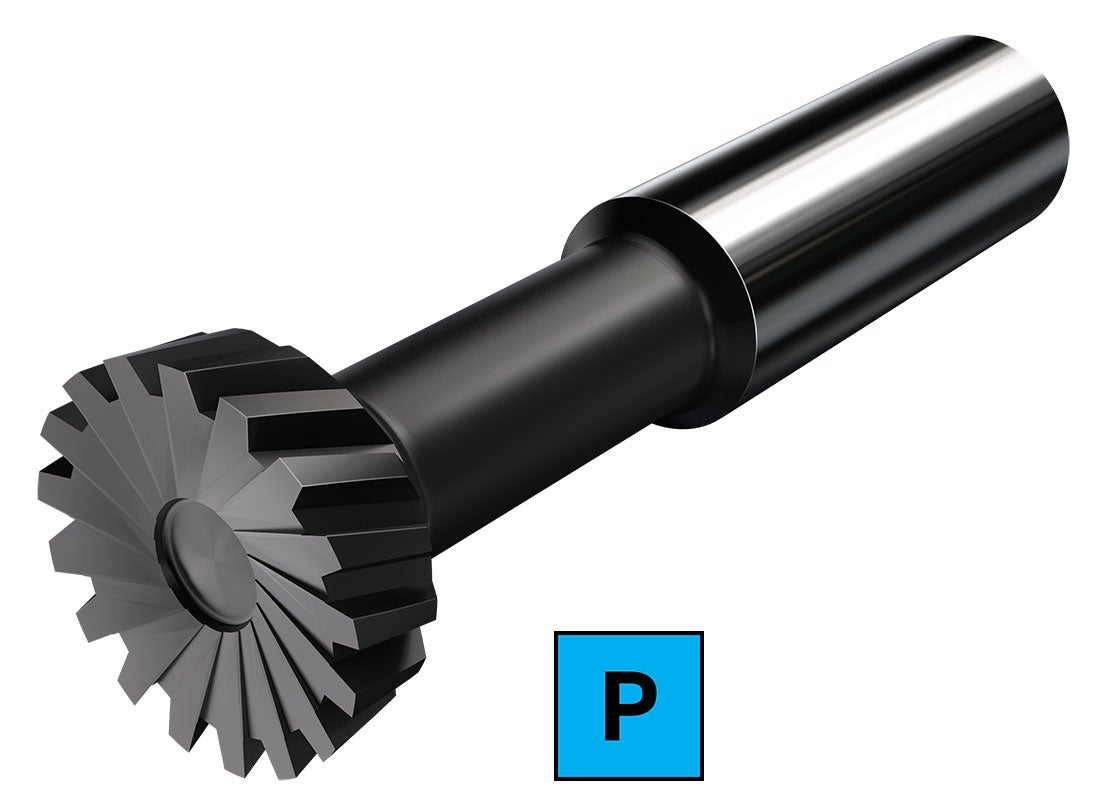
CoroMill® 178
หัวกัดคาร์ไบด์และหัวกัดปอกผิว PM-HSS เหมาะสำหรับการผลิตเฟืองและร่องฟันเพลาที่ต้องการประสิทธิภาพสูง

มีประสิทธิภาพการผลิตและความยืดหยุ่นสูง
สามารถตัดเฉือนชิ้นงานทั้งชิ้นได้ด้วยเครื่องกลึงกัดหลายแกนหรือเครื่องแมชชีนนิ่งเซ็นเตอร์ โดยใช้การปรับตั้งเพียงครั้งเดียว ซึ่งช่วยลดระยะเวลาในการผลิต เพิ่มคุณภาพ และลดต้นทุนในการดำเนินการและการขนส่ง

รอบระยะเวลาในการผลิตสั้นลง
ช่วยย่นรอบระยะเวลาการตัดเฉือนลงได้เป็นอย่างมากเมื่อเทียบกับวิธีการตัดเฉือนทั่วไป เช่น การแทงขึ้นรูป การตัดเฉือนขึ้นรูป และการกัดร่องเฟือง
ประสิทธิภาพสูงแม้ใช้กับการตัดเฉือนแบบแห้ง
การปอกผิวงานประสิทธิภาพสูงยังสามารถทำงานได้อย่างดีเยี่ยมแม้ในสภาพการทำงานแบบแห้ง จึงช่วยลดต้นทุนด้านการหล่อเย็นและทำให้การตัดเฉือนเป็นมิตรทั้งกับสิ่งแวดล้อมและผู้ปฏิบัติงาน
รูปแบบการใช้งาน

- เฟืองและร่องฟันเพลาทั้งในและนอก
- เฟืองตรงและเฟืองเฉียง
- การกัดหยาบจนถึงการเก็บผิวละเอียด
- ช่วงการใช้งานสำหรับหัวกัดคาร์ไบด์ CoroMill® 178 หัวกัด PM-HSS :
ช่วงเส้นผ่านศูนย์กลาง: 8–120 มม. (0.315–4.72 นิ้ว)
เส้นผ่านศูนย์กลางด้าม: 8, 10, 12, 16, 20, 25, 32, 40 มม. (0.315, 0.394, 0.472, 0.630, 0.787, 0.984, 1.260, 1.575 นิ้ว)
ขนาดโมดูล:ร่องฟันเพลา 0.8–5, เฟือง 0.5–3
กลุ่มวัสดุ ISO: ISO P - ช่วงการใช้งานสำหรับหัวกัดตรง CoroMill® 178B และ CoroMill® 178:
ช่วงเส้นผ่านศูนย์กลางหัว: 15.875, 19.05, 25.4, 31.75, 38.05, 49.9 มม. (0.625, 0.750, 1.000, 1.250, 1.500, 1.965 นิ้ว)
ช่วงเส้นผ่านศูนย์กลางด้าม: 8, 10, 12, 16, 20, 25 มม. (0.315, 0.394, 0.472, 0.630, 0.787, 0.984 นิ้ว)
ขนาดโมดูล:ร่องฟันเพลา 0.8–5, เฟือง 0.5–3
กลุ่มวัสดุ ISO: ISO P, ISO S และ ISO H
กลุ่มวัสดุ ISO
กลุ่มผลิตภัณฑ์

หัวตัดตรง CoroMill® 178
เส้นผ่านศูนย์กลางการตัด:
15.4–49.7 มม. (0.606–1.957 นิ้ว)
ช่วงเส้นผ่านศูนย์กลางด้าม:
8–25 มม. (0.315–0.984 นิ้ว)
ขนาดโมดูลร่องฟันเพลา:
0.8–5
ขนาดโมดูลเฟือง:
0.5–3
รัศมีปลายตัด:
0,4 มม. (0.016 นิ้ว)
ด้ามคาร์ไบด์ CoroMill® 178
เส้นผ่านศูนย์กลางการตัด:
8‒100 มม. (0.315‒3.94 นิ้ว)
เส้นผ่านศูนย์กลางด้าม:
8‒32 มม. (0.315‒1.25 นิ้ว)
ขนาดโมดูล, ร่องฟันเพลา:
0.7–5 (DP 36–5)
ขนาดโมดูล, เฟือง:
0.5–4 (DP 51–6.5)
รัศมีปลายตัด:
0.1 มม. (0.004 นิ้ว)
ด้าม PM-HSS CoroMill® 178
เส้นผ่านศูนย์กลางการตัด:
8‒120 มม. (0.315‒4.72 นิ้ว)
เส้นผ่านศูนย์กลางด้าม:
8–40 มม. (0.315‒1.57 นิ้ว)
ขนาดโมดูล, ร่องฟันเพลา:
0.8–5 (DP 32–5)
ขนาดโมดูล, เฟือง:
0.6–6 (DP 42–4)
รัศมีปลายตัด:
0.12 มม. (0.005 นิ้ว)

อาร์เบอร์คาร์ไบด์ CoroMill® 178
เส้นผ่านศูนย์กลางการตัด:
45‒120 มม. (1.77‒4.72 นิ้ว)
เส้นผ่านศูนย์กลางรู:
16‒40 มม. (0.630‒1.57 นิ้ว)
ขนาดโมดูล, ร่องฟันเพลา:
0.7–5 (DP 36–5)
ขนาดโมดูล, เฟือง:
0.5–4 (DP 51–6.5)
รัศมีปลายตัด:
0.1 มม. (0.004 นิ้ว)
อาร์เบอร์ PM-HSS CoroMill® 178
เส้นผ่านศูนย์กลางการตัด:
45‒200 มม. (1.77‒7.87 นิ้ว)
เส้นผ่านศูนย์กลางรู:
16‒40 มม. (0.630‒1.57 นิ้ว)
ขนาดโมดูล, ร่องฟันเพลา:
0.8–5 (DP 32–5)
ขนาดโมดูล, เฟือง:
0.6–6 (DP 42–4)
รัศมีปลายตัด:
0.12 มม. (0.005 นิ้ว)
วิธีการสั่งซื้อ
เครื่องมือปอกผิวงานประสิทธิภาพสูงมีให้เลือกในแบบเครื่องมือสั่งทำด้วยเช่นกัน สำหรับข้อมูลเพิ่มเติม โปรดติดต่อตัวแทนจำหน่าย Sandvik Coromant ในพื้นที่ของคุณ
ระบบเครื่องมือของ Sandvik Coromant ประกอบไปด้วยเครื่องมือ บริการช่วยเหลือเกี่ยวกับการใช้งาน รวมไปถึงบริการให้คำปรึกษาทางเทคนิค
มีเครื่องมือลบมุมและเครื่องมือลบคมให้เลือกสำหรับนำไปใช้เสริมกับเครื่องมือปอกผิวงานประสิทธิภาพสูงด้วยเช่นกัน
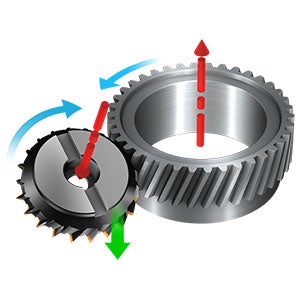
การปอกผิวงานประสิทธิภาพสูงคืออะไร
การปอกผิวงานประสิทธิภาพสูงคือกระบวนการตัดเฉือนต่อเนื่อง ซึ่งช่วยให้สามารถทำการตัดเฉือนทั้งหมดได้ครบในการปรับตั้งครั้งเดียว โดยหลักการแล้ว วิธีการนี้เป็นการผสมผสานระหว่างการกัดร่องเฟืองกับการตัดเฉือนขึ้นรูป มุมตัดระหว่างแกนเครื่องมือกับแกนของเฟืองและความเร็วรอบคือปัจจัยสำคัญที่จะกำหนดประสิทธิภาพการผลิต
วิธีการตัดเฉือนนี้ยังมีข้อดีอีกอย่างหนึ่งคือ ความสามารถในการตัดเฉือนที่บริเวณใกล้กับบ่างาน ซึ่งช่วยให้มีอิสระในการออกแบบชิ้นงานมากขึ้น
จุดเด่น

CoroMill® 180 หัวกัดปอกผิวงานประสิทธิภาพสูงแบบเม็ดมีด
CoroMill® 180 หัวกัดปอกผิวงานประสิทธิภาพสูง พร้อมเม็ดมีดแบบตายตัว

ระบบเกียร์รถยนต์
แซนด์วิคโคโรม้อนท์มีเครื่องมือสำหรับการผลิตชิ้นส่วนระบบเกียร์ส่วนใหญ่ พร้อมด้วยประสบการณ์และความเชี่ยวชาญเชิงลึกในอุตสาหกรรมนี้
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120 沪ICP备20012694号-1 京公网安备 11010502044395号At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240