İşleme sonrasında kesici ucun/kesici kenarın dikkatlice incelenmesi; takım ömrü, vida dişi kalitesi ve kesme hızı açısından sonuçları optimize etmek için yardımcı olabilir. Başarılı bir diş açma işlemi için farklı kesici uç aşınma durumlarının sebep ve çözümlerinden oluşan aşağıdaki tabloyu kullanın.
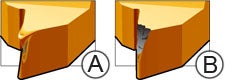
Plastik deformasyon
Plastik deformasyon (A) olarak başlar, kenar çentiklenmesine yol açar (B).
Kesme bölgesinde aşırı sıcaklık
Yetersiz kesme sıvısı temini
Yanlış kalite
a) Kesme hızını azaltın, içe ilerleme sayısını artırın b) En büyük içe ilerleme derinliğini düşürün, diş çekme öncesinde çapı kontrol edin
Kesme sıvısı teminini iyileştirin
Plastik deformasyona daha dirençli bir kalite seçin
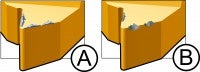
Talaş yığılması (BUE)
BUE (A) ve kenar çentiklenmesi (B) genellikle birlikte ortaya çıkar. Biriken BUE, küçük miktarda kesici uç parçasıyla birlikte ayrılır ve bu da tanecik kopmasına yol açar.
Genelde paslanmaz çelik ve düşük karbonlu çelikte ortaya çıkar
Uygun olmayan kalite veya kesici kenar sıcaklığı çok düşük
Kesme hızını artırın
İyi tokluğu sahip, mümkünse PVD kaplamalı bir uç seçin
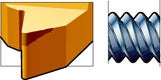
Kesici uç kırılması
Diş açma öncesinde yanlış tornalanmış çap
Aşırı tok içe ilerleme serileri
Yanlış kalite
Kötü talaş kontrolü
Yanlış eksen yüksekliği
Diş açmadan önce doğru çapa tornalama yapın ve maksimum diş çapından radyal olarak 0,03–0,07 mm (0,001–0,003 inç) daha büyük tutun
İçe ilerlemelerin sayısını arttırın. En büyük içe ilerleme ölçüsünü azaltın
Daha tok bir kalite seçin
C-geometrisini seçin ve modifiye edilmiş serbest yüzey içe ilerlemesi kullanın
Doğru eksen yüksekliğinde
Hızlı yanak aşınması
Yüksek derecede aşındırıcı malzeme
Kesme hızı çok yüksek
Çok sığ içe ilerleme derinlikleri
Kesici uç eksenin üstündedir
Yanlış kalite. Aşınmaya karşı daha dirençli bir kalite seçin
Kesme hızını azaltın
İçe ilerleme sayısını azaltın
Doğru eksen yüksekliğinde
Anormal yanak aşınması
Diş yanağında yetersiz yüzey
Yanak içe ilerlemesi için yanlış yöntem
Kesici uç eğim açısı vida dişinin kılavuz açısına uygun değil
F- ve A-geometrisi için yanak içe ilerlemesi yöntemini değiştirin: C-geometrisi için serbest yüzeyden 3–5°'ye: Yanaktan 1°'ye
Doğru eğim açısı elde etmek için altlığı değiştirin
Titreşim
Yanlış iş parçası bağlaması
Yanlış takım kurulumu
Yanlış kesme değerleri
Yanlış eksen yüksekliği
a) Yumuşak çeneler kullanın b) Punta kullanılıyorsa parçanın punta deliğini optimize edin ve puntanın/alın tahriğinin basıncını kontrol edin
a) Takım kullanma mesafesini minimuma indirin b) Baraların bağlama kovanlarının aşınmamış olduğundan emin olun c) Diş tornalamaya özel titreşim önleyici baralar kullanın
Kesme hızını artırın; sorun çözülmezse hızı önemli ölçüde düşürün ve F geometrisini deneyin