
Dişli çark işleme
Zorluk: Dişli çark işlemede çevrim süresini kısaltmak.
Sonuç: CoroMill®162 ile InvoMilling™'in yanında CoroMill® 331 ile yapılan kaba talaş işleme, işleme süresini büyük ölçüde kısaltmıştır.
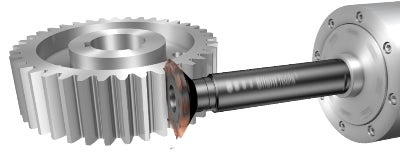
Dişli çark üretimi yapan bir müşterimiz, daha önce dişli dişlerinin içe kıvrık profilini oluşturmak için profilsiz yekpare karbür parmak frezelerle parmak frezeleme işlemini uyguluyordu. Parmak frezelerle dişli işlemede çok paso gerektiği için bu yöntem oldukça verimsizdi. Şirket, daha verimli bir işleme yöntemine geçmek için Sandvik Coromant temsilcileriyle görüştü.
Uygulama bilgisi, en yeni işleme teknikleri ve özel takımlarla birleşince zamandan tasarruf sağlayan bir çözüm ortaya çıkmıştır. Dişli dişinin içe kıvrık şeklini sağlamak için InvoMilling uygulanarak tüm dişli çark eskiye göre çok daha kısa bir sürede işlenmiştir.
| Parça | Dişli çark, düz dişli |
| İş parçası malzemesi | Çelik, AISI 1045, P1.2.Z.AN |
| Modül, mm (DP) | 12 (4.23) |
| Diş sayısı, z | 38 |
| Uç çapı, da, mm (inç) | 480.13 (18.902) |
| Yüzey genişliği, b, mm (inç) | 140 (5.512) |
%46
DAHA KISA
İŞLEME
SÜRESİ
| Sonuçlar | InvoMilling çözümü | Parmak frezeleme çözümü | ||
| Kesici gövdesi: 162-140Q32-60 Kesici uç: 176M60-150612E-PM 1030 | ||||
| Çevrim süresi, saat | 3.75 | 7 |

