
CoroMill® 490
普通和重复方肩铣的首选

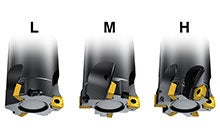
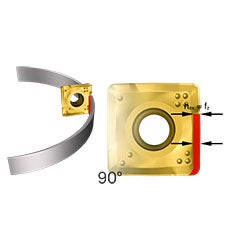
选择正确的刀片槽型
轻型 (-L) 中型 (-M) 重载 (-H)

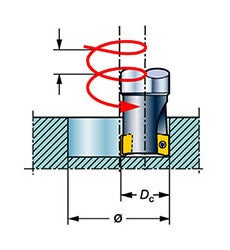
选择正确的刀柄
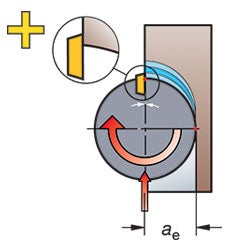
刀具的安装影响铣削加工的效果。切深越大,接口的尺寸和稳定性就越重要:因为在使用方肩面铣刀,特别是长刃铣刀时,径向力非常大。
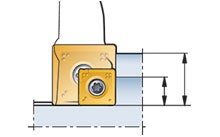
切削深度
刀片尺寸08 刀片尺寸14

应用技巧

建议
刀体选择
●
恶劣工况

L
有限的稳定性和功率
深槽、满槽铣工序
最低切削力
◐
一般工况

M
通用
○
良好工况

H
短切屑材料
耐热材料
边缘铣削
首选刀片
| 粗加工 | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| 半精加工 | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| 精加工 | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号