
CoroTurn® TR
稳定的外圆和内圆仿形切削
客户案例
使用 CoroTurn® Hard PrimeTurning 进行精加工
+38%
刀具寿命增加
刀具寿命增加
+19%
生产力
生产力


| 元件 | 输入轴 | |
| 材料 | H1.3.Z.HA, 16MnCr5, 60HRC (表面淬硬) | |
| 操作 | 精加工(Rz 最大 4) | |
| 机器 | 埃马克 VTC |
挑战: 客户一直在寻找一种解决方案来提高生产率和产量。
结果: 改用 CoroTurn® TR 后,客户的刀具寿命显著延长,生产周期缩短,生产率得以提高。
| 竞争者 | Sandvik Coromant | |
| 工具 | - | C4-TR-D13HCL-27050 |
| 刀片 | - | TR-DC1306S01515FWX 7115 |
| vc, m/min (ft/min) | 100 (328) | 160 (524) |
| fn, mm/rev (英寸/转) | 0.20 (0.008) | 0.30 (0.012) |
| ap, mm (英寸) | 0.15 (0.006) | 0.15 (0.006) |
| 刀具寿命,件数 | 216片 | 300片 |
客户案例
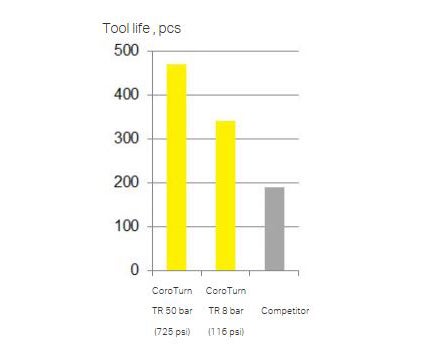
使用 CoroTurn® TR、QS 刀柄进行仿形切削
| 工件材料 | 不锈钢,M1.0.Z.AQ (200 HB) |
| 切削刀具、刀片 | QS-TR-D13JCR 2020HP,D1308 2025 |
| vc 米/分钟 (ft/min) | 200 (3.94) |
| fn mm/r (英寸/转) | 0.18 (0.007) |
改用 CoroTurn® TR QS 刀柄时,客户可以加工的零件数量非常多。由于采用上方和下方冷却液,在高低冷却液压力条件下都实现了显著改进。
| 冷却液,bar(psi) | 50 (725) | 8 (116) | 外部 |
| 刀具寿命,件数 | 470 | 340 | 190 |
客户案例
使用 CoroTurn® TR 进行高精度硬零件车削
+186%
刀具寿命
刀具寿命
| 操作 | 外圆精密硬零件车削 |
| 元件 | 三脚架(蜘蛛) |
| 材料 | 16 MnCrS5 (58 – 62 HRc) |
| 工具 | TR-SL-D13UCR-25 |
| 刀片 | TR-DC1308S01020F 7015 |
挑战:客户需要为外圆精密硬零件车削开发一种高效的解决方案。目标是在可接受的成本参数范围内实现表面质量和加工能力。
结果:
- 更低的单个零件成本和更好的工艺能力
- 与其他刀具相比,质量始终如一,保持小公差
- 延长刀具寿命,从每刃70件延长至200件
- 生产率提高31%
| VC 米/分钟 (ft/min) | 140 (459) | 150 (492) |
| fn mm/rev (英寸/转) | 0.07 (0.002) | 0.05 (0.0019) |
| AP mm (英寸) | 0.3 (0.011) | 0.3 (0.011) |
| 结果 | ||
| 表面粗糙度 (Ra) | 0.5 | 0.5 |
| 刀具寿命(件) | 200 | 70 |
| 切削时间(分钟) | 61.16 | 27.97 |
| 金属去除率 (Q) | 2.94 | 2.25 |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号