
CoroDrill® Dura 462
Alsidige bor i solidt hårdmetal til boring af korte huller i flere forskellige materialer

Hullet
De tre mest grundlæggende parametre for hullet er:
- Huldiameter
- Huldybde
- Hulkvalitet
Hultypen og den ønskede præcision påvirker valget af værktøj. Boringen kan påvirkes af ujævne overflader, skrå ind-/udgangsflader eller af krydshuller.

Emnet
Når hullet er analyseret, prøv at se på emnematerialet, komponentformen og antal huller
- Har materialet gode spånbrydningsegenskaber? Lang- eller kortspånet materiale?
- Bearbejdelighed?
- Materialehårdhed?
- Legeringselementer?

Maskinen
Maskinen påvirker:
- Operationstypen
- Hvilke type værktøjsholdere og/eller spændetænger, der skal anvendes
Overvej altid:
- Maskinens stabilitet
- Spindelhastighed
- Kølevæskemængde og -tryk
- Emnefastspænding
- Valg af horisontal eller vertikal spindel

Værktøjsopspænding
Produktivitet påvirkes ikke kun af kvalitet og geometri, men også af muligheden for at fastspænde værktøjet sikkert og præcist. For at opnå den bedst mulige stabilitet og hulkvalitet skal du bruge Coromant Capto eller CoroChuck 930 med det kortest mulige bor og udhæng.
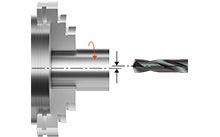
Værktøjets rundløb
Stor værktøjsrundløbsnøjagtighed er afgørende for en vellykket boring. Rundløbet skal være under 0,02 mm, hvis der skal opnås:
- Snæver hultolerance og rethed
- God overfladekvalitet
- lang og konsistent værktøjslevetid

Køling
Kølevæsketilførslen påvirker:
- Spånafgang
- Hulkvalitet
- Værktøjslevetid
Indvendig køling er nødvendig ved boring af huldybder over 3 x DC og for at undgå spånklemning.
Udvendig køling kan bruges til mindre huldybder og ved god spåndannelse.

Spånkontrol
Spåndannelse og spånafgang er et afgørende emne. Spånklemning afhænger af:
- Emnemateriale
- Valg af borgeometri
- Kølevæsketryk/-mængde
- Skæredata
Det påvirker hulkvaliteten, borets levetid/driftssikkerhed og brud.
Skæredata
Skærehastigheden er afgørende for værktøjslevetiden.
Høj skærehastighed:
- Høje temperaturer
- Øget værktøjsslid
- Dårlig hulkvalitet
- Dårlig hultolerance
Lavere hastighed:
- Løsæg
- Dårlig spånafgang
- Lang indgrebstid


Indledende overvejelser
Skærehastighed og materialehårdhed er de primære faktorer, der påvirker værktøjslevetiden og energiforbruget.

Sådan opnår du en god hulkvalitet
God hulkvalitet kan kræve ekstra opmærksomhed. Her får du nogle praktiske tip til at komme i gang.

Renovering
Genopslib dine runde værktøjer og opnå store omkostningsbesparelser med vores reconditioneringsservice.
Anbefalinger
- Det anbefales at bruge hydrauliske præcisionsspændeenheder
- Det anbefales at bruge indvendig kølevæske, minimum anbefalet tryk 10 bar (145 psi)

Produktområde
| Bortype | Længde/diameter-forhold | Diameterområde, mm (tommer) | Kølervæske | Grad |
| Type 1 | 3×DC | 3.00–20.00 (0.118–0.787) | Indvendig/udvendig | X2BM |
| Type 1 | 5×DC | 3.00–20.00 (0.118–0.787) | Indvendig/udvendig | X2BM |
| Type 1 | 8×DC | 3.00–20.00 (0.118–0.787) | Indvendig | X2BM |
| Type 2 | 3×DC | 3.30–18.00 (0.130–0.709) | Indvendig | X2BM |
| Type 1 Mikrobor | Op til 6×DC | 0.030–3.00 (0.001–0.118) | Udvendig | X0BU (ubelagt) |
| Type 1 Mikrobor | Op til 6×DC | 0.20–3.00 (0.008–0.118) | Udvendig | X0BM (belagt) |
Tailor Made®-muligheder
Eksempler på parametre, der kan tilpasses, varierer afhængigt af den valgte bortype.
| Bortype | 1, 2, 4, 5, 6 |
| Skærediameter | 3–25 mm (trin på 0,001) |
| Borlængde | Op til 10×D |
| Spidsvinkel | 90-180 grader |
| Kølervæske | Indvendig eller udvendig |
| Ændring af hjørne | Ingen ændring, fas, radius |
| Margen | Enkelt eller dobbelt |
| Skaft | HA, MQLHA, forstærket, lige skaft |
| Belægning | X2BM |
Bortyper
Bor type 1

Bor type 2

Bor type 4

Bor type 5

Bor type 6

Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag
