
CoroMill® MS40
Den ultimative løsning til tangentiel fræsning
Sortimentsoversigt
Fræserkroppe
| Skærstørrelse, SSC | Fræserdiameterområde, mm (tommer) | Tanddeling | APMX, mm (tommer) | Kobling |
| SSC 09 | 25-32 (1-1¼) | M, H (M) | 8 (0.315) | Cylindrisk skaft |
| SSC 09 | 40-63 (1½-2) | M, H (M) | 8 (0.315) | Dorn |
| SSC 13 | 40-160* (2-6) | M, H (M) | 12 (0.472) | Dorn |
*Indvendig køling op til Ø125 mm (5 tommer)
M tanddeling: differentieret deling
H tanddeling: jævn tanddeling
Skær
| SSC 09 APMX: 8,0 mm (0,315 tommer) | SSC 13 APMX: 12,0 mm (0,472 tommer) | |
| Skærgeometri | E-L30, E-M40 og M-M40 | E-L40, E-M50 og M-M50 |
| Skærets hjørneradius | 0,4 og 0,8 mm (0,0157 og 0,0315 tommer) | 0,8 mm (0,0315 tommer) |
| Skærkvalitet | GC1040, GC2040, GC1230, GC4330, GC3330 | GC1040, GC2040, GC1230, GC4330, GC3330 |
Anbefalinger
Cylindrisk skaft, SSC 09
Værktøjer med cylindrisk skaft bør primært anvendes til kantfræsning, ae ≤ 33 % DCX. Under sådanne betingelser vil gentagen overløbspræcision og -mismatch på 90°-væggen være optimal.
Dornkobling, SSC 09 og 13
Dornkoblingen giver stabilitet til stærk performance ved kantfræsning ae ≤ 33 % DCX. Stort ae indgreb eller fuldspor kræver et stabilt bearbejdningsmiljø, som f.eks. et kort udhæng.
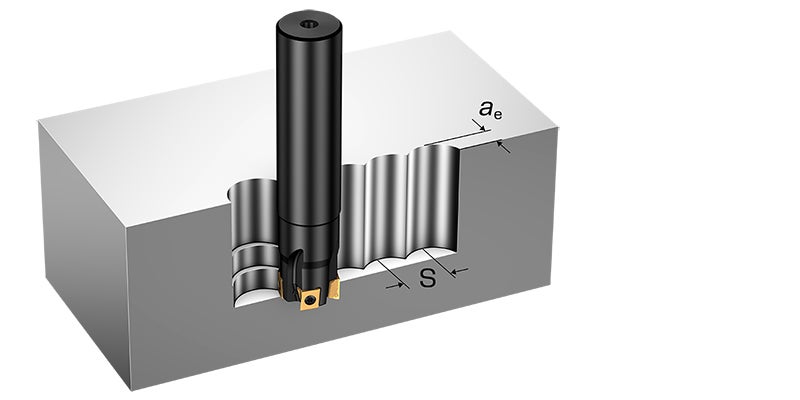
Sidefræsning: ramping og spiralinterpolation
Det er muligt at foretage ramping eller spiralinterpolation ved kantfræsning med ae ≤ (BS + RE) og ap ≤ APMX.
| SSC 09 | SSC 13 | ||
| BS, mm (tommer) | RE0.4 | 1.5 (0.0591) | |
| RE0.8 | 1.1 (0.0433) | 2.2 (0.0866) | |
| ae, mm (tommer) | ≤ 1,9 (0,075) | ≤ 3 (0,118) | |
| APMX, mm (tommer) | 8 (0.315) | 12 (0.472) | |
| RMPX, α (på skærkantstien) | 3° | 3° |

Dykfræsning
- Brug tanddeling H for at sikre indgreb af flere tænder
- Brug et "krog-program" for at forhindre genbearbejdning under returvandringen
- Stræb efter at have et konstant lager til efterfølgende sletbearbejdning
| ISO-område | Referencemateriale | Maks. ae mm (tommer) | Maks. ae mm (tommer) | Tilspænding, mm/z (tommer/z) | Tilspænding, mm/z (tommer/z) |
| SSC 09 | SSC 13 | SSC 09 | SSC 13 | ||
| ISO P ISO K | P2.1.Z.AN K2.2.C.UT | 3 (0.118) | 6 (0.236) | 0,10 (0,05-0,12) 0,004 (0,002-0,005) | 0,10 (0,08-0,16) 0.004 (0.003–0.0063) |
| ISO M ISO S | M1.0.Z.AQ S2.0.Z.AG (Inconel 718) | 2 (0,0787) | 4 (0,157) | 0,08 (0,05-0,10) 0,003 (0,002-0,004) | 0,08 (0,05-0,12) 0,003 (0,002-0,005) |
CoroPlus® Tool Guide til CoroMill® MS40

- Brug online-værktøjet CoroPlus® Tool Guide til at få hurtige og præcise værktøjsanbefalinger, der er skræddersyet til jeres specifikke applikationskrav,
- Vælg det rette værktøj og de rette parametre til opgaven, baseret på værktøj, opgave, materiale og maskine
- Let at bruge, let at vælge
- Understøtter alle CoroMill® MS40-applikationsområder
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag
