
CoroDrill® DE10
Der Bohrer mit austauschbarem Wechselkopf für die Herstellung von Bohrungen in großer Stückzahl

3–8×DC-Bohrer anwenden
Es gibt keinen Unterschied bei der Anwendung von 3×D oder 8×D in Bezug auf die Vorschubempfehlungen. Die angewandten Schnittdaten sollten innerhalb der Empfehlungen liegen.

CoroPlus® Tool Guide
Finden Sie die neuesten aktualisierten Schnittdaten für alle Materialgruppen und Artikel im CoroPlus® Tool Guide. Geben Sie die Werkstückparameter ein und das System erzeugt die idealen Startwerte.

Montageschlüssel
Ein Montageschlüssel ist in jeder Bohrerbox enthalten und deckt das gesamte Bohrersortiment ab. Der Montageschlüssel bietet während des Montageprozesses eine gute Sicht und ist leicht recycelbar.
Bestellnr.: 5680 300-01

Kunststoffabdeckung mit Manschetten
Die Kunststoffabdeckung verbessert die Ergonomie und vermeidet Splitterrisiken des Hartmetalls. Das durchsichtige Design und die Führungen machen die Verwendung einfach.
Bestellnr.: 5680 300-20
Montageanleitung
- Die Kontaktflächen vor der Montage des Wechselkopfes schmieren, um die Lebensdauer des Schnittstellenwerkzeugs zu maximieren.
- Den Wechselkopf in den Plattensitz einsetzen, wobei sie um etwa 60 Grad gegenüber der Endposition verdreht ist. Den Schlüssel in die Schlüsselgriffe stecken.
- Wechselkopf anbringen/entfernen.
Empfehlungen von Geometrie und Sorte
M5-Geometrie
- Eine Geometrie für alle Werkstoffe

Sorte GC4334

- Zähes, feinkörniges Substrat mit hohem Chromgehalt und dicker PVD-Beschichtung (AlTiN), produziert mit Zertivo® Technologie
- Hohe Zuverlässigkeit mit verbesserter Schneidkantensicherheit für Widerstand gegen Aufbauschneidenbildung und Schneidenausbrüche
Sorte GC2334

- Zähes, feinkörniges Substrat mit hohem Chromgehalt und dünner PVD-Mehrfachbeschichtung (AlTiCrN), produziert mit Zertivo® Technologie
- Für hohe Zuverlässigkeit und verbesserte Beständigkeit gegen Abplatzungen und Abblättern am Rand
Empfehlungen für Durchgangsbohrungen
Beim Bohren von Durchgangsbohrungen mit -M5-Geometrie ist die Spitzenlänge (PL) + 1 mm (0.039 Zoll) zu verwenden, um sicherzustellen, dass der Wechselkopf vollständig durch den Bohrungsausgang geführt wird. Der genaue PL-Wert ist auf der Webseite des Artikels zu finden.

| Größe der Schnittstelle für Wechselköpfe | DC min–max, mm | PL min–max | PL min–max |
| mm | Zoll | ||
| 090 | 09.00–09.49 | 1.27–1.31 | 0.050–0.052 |
| 095 | 09.50–09.99 | 1.34–1.38 | 0.053–0.054 |
| 100 | 10.00–10.49 | 1.41–1.45 | 0.056–0.057 |
| 105 | 10.50–10.99 | 1.48–1.52 | 0.058–0.060 |
| 110 | 11.00–11.49 | 1.55–1.59 | 0.061–0.063 |
| 115 | 11.50–11.99 | 1.62–1.66 | 0.064–0.065 |
| 120 | 12.00–12.49 | 1.69–1.73 | 0.067–0.068 |
| 125 | 12.50–12.99 | 1.76–1.80 | 0.069–0.071 |
| 130 | 13.00–13.49 | 1.83–1.87 | 0.072–0.074 |
| 135 | 13.50–13.99 | 1.90–1.94 | 0.075–0.076 |
| 140 | 14.00–14.99 | 1.99–2.07 | 0.078–0.081 |
| 150 | 15.00–15.99 | 2.13–2.21 | 0.084–0.087 |
| 160 | 16.00–16.99 | 2.27–2.34 | 0.089–0.092 |
| 170 | 17.00–17.99 | 2.41–2.49 | 0.095–0.098 |
Anspruchsvolle Bearbeitungen
Hinweis: Diese anspruchsvollen Bearbeitungen werden nicht empfohlen. Falls dennoch erforderlich, sind die folgenden Richtlinien zu befolgen. Die Ergebnisse können je nach Werkstückmaterial und Bohrerlänge variieren.
| Eintritt in schrägen Flächen | Austritt in schrägen Flächen | Konvexe Fläche | Konkave Fläche | Kreuzbohrungen | |
| Voraussetzungen | Winkel ≤ 10º | Winkel ≤ 30º | Mindestradius der Fläche: 4×DC | Mindestradius der Fläche: 1×DC | Empfohlener Mindestdurchmesser der zu kreuzenden Bohrung: 2×DC |
| Schnittgeschwindigkeit, vc | Den empfohlenen Wert für das Werkstückmaterial verwenden | ||||
| Vorschub, fn | Startwert auf 1/3 des empfohlenen Vorschubs reduzieren | ||||
Rundlaufempfehlungen
Der Rundlauf wird beispielsweise durch den Zustand der Maschine, den Halter und die Montage beeinflusst.
Empfohlen: ≤ 0.03 mm (0.0012 Zoll)
Akzeptabel: ≤ 0.06 mm (0.0024 Zoll)
Nicht akzeptabel: > 0.06 mm (0.0024 Zoll)

Drehanwendungen:
Bei nicht rotierenden Bohranwendungen beeinträchtigt eine große Fehlausrichtung die Prozesssicherheit und Werkzeugstabilität erheblich. Immer folgende Empfehlungen befolgen:
Empfohlen: ≤ 0.10 mm (0.0039 Zoll)
Akzeptabel: ≤ 0.20 mm (0.0079 Zoll)
Nicht akzeptabel: > 0.20 mm (0.0079 Zoll)

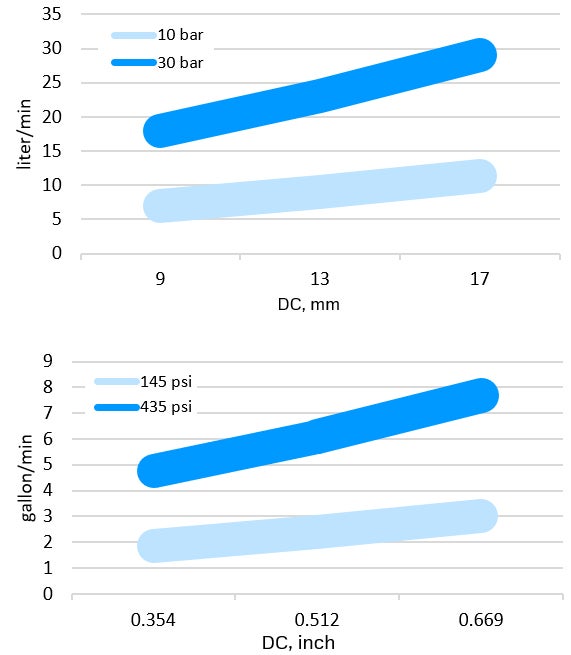
Kühlschmierstoffempfehlungen
- Für eine sichere Spanabfuhr wird innere Kühlschmierstoffzufuhr empfohlen.
- Sorgen Sie für einen ausreichenden Kühlschmierstoffstrom und befolgen Sie die Empfehlungen des Ölherstellers zur Konzentration der Emulsion.
- Beim Tiefbohren ist eine ausreichende Kühlschmierstoffzufuhr ein wichtiger Faktor, um eine entsprechende Spanabfuhr zu ermöglichen.
Empfohlener Mindestkühlschmierstofffluss
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号