
CoroDrill® DE10
Der Bohrer mit austauschbarem Wechselkopf für die Herstellung von Bohrungen in großer Stückzahl
Hat den Wettbewerber bei rostfreiem Stahl übertroffen
Produktivität
Standzeit
| Land: | Italien |
| Bestandteil: | Teller |
| Material: | M1.0.Z.AQ, AISI316L, austenitischer rostfreier Stahl |
| Operation: | 52 mm, ein Teil Durchgangsbohrung und ein Teil Grundbohrung |
| Maschine: | Doosan NHP6300 |
| Kühlflüssigkeit: | Emulsion 8%, 70 bar (1015 PSI) |
Herausforderung: Aufgrund der Kosten des Bauteils sind Zuverlässigkeit und Wiederholgenauigkeit die wichtigsten Faktoren.
Ergebnis: CoroDrill® DE10 hatte einen sehr guten Geräuschpegel und die Spanbildung war der des Mitbewerbers. Die Oberflächenqualität der Bohrung war gut und der Bohrungsdurchmesser entsprach den Erwartungen. Mit der Sorte GC2334 wird eine sogar noch längere Standzeit erwartet.

| Konkurrent | CoroDrill® DE10 | |
| Werkzeug | - | DE10-D1600-160L20-5 |
| Wechselkopf | - | DE10-1650-160-M5 4334 |
| vc, m/min | 40 | 55 |
| n, Umin | 772 | 1060 |
| fn, mm | 0.14 | 0.16 |
| vf, mm/min | 108 | 170 |
| Standzeit, Bohrungen | 126 | 180 |
| Standzeit, m | 6.6 | 9.3 |
| Standzeit, Minuten | 61 | 55 |
Unübertroffene Leistung bei schwierigen Anwendungen
Produktivität
| Land: | Italien |
| Bestandteil: | Ventil |
| Material: | M3.2.Z.AQ, bearbeiteter rostfreier Super-Duplex-Stahl |
| Operation: | Durchgangsbohrung, 2×10 mm tief, Unregelmäßiger Austritt |
| Maschine: | Doosan GT3100 |
| Kühlflüssigkeit: | Emulsion 10% |
Herausforderung: Der Kunde hat Probleme mit langen Spänen, die sich um den Bohrer wickeln. Verwendet einen niedrigen stufenweisen Einstellvorschub und hat eine schlechte Produktivität und Standzeit.
Ergebnis: CoroDrill® DE10 bietet eine verbesserte Produktivität und einen verbesserten Spanbruch, da sich keine Späne um den Bohrer wickeln. Bei Tests mit denselben Schnittparametern verdoppelte CoroDrill® DE10 die Standzeit. Mit der Sorte GC2334 wird eine sogar noch längere Standzeit erwartet.
Wettbewerber, 10 Stk.
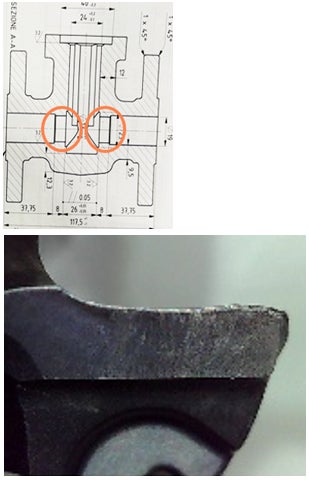
CoroDrill® DE10, 30 Stk
| Konkurrent | CoroDrill® DE10 | |
| Werkzeug | - | DE10-D1700-170L20-5 |
| Wechselkopf | - | DE10-1710-170-M5 4334 |
| vc, m/min | 43 | 50 |
| n, Umin | 800 | 930 |
| fn, mm | 0.08–0.06 | 0.15–0.1 |
| vf, mm/min | 64-48 | 140–93 |
| Standzeit, Bohrungen | 60 | 60 |
| Standzeit, m | 0.3 | 0.3 |
| Standzeit, Minuten | 10.2 | 5.4 |
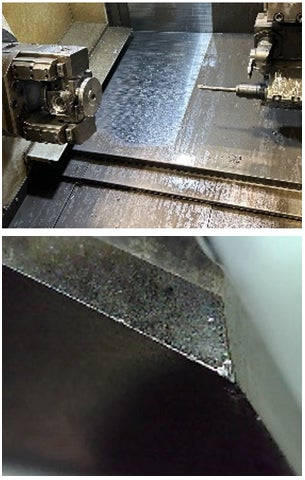
Ausgezeichnete Leistung bei der Anwendung auf Drehmaschinen
Produktivität
Standzeit
| Land: | Indien |
| Bestandteil: | Stecknadel |
| Material: | P2.1.Z.AN, 17Cr3, legierter Stahl |
| Operation: | 84 mm Bohren in Drehmaschine |
| Maschine: | RoboTurn FAR |
| Kühlflüssigkeit: | Emulsion |
Herausforderung: Spanbruch und Spankontrolle sind sehr wichtig. Späne dürfen die Funktion des Förderers und des Portals nicht behindern. Die Späne der Mitbewerber sind nicht gleichmäßig, und es wird von unterschiedlich langen Spänen berichtet.
Ergebnis: CoroDrill® DE10 bietet höhere Produktivität und Standzeit bei guter Eckensicherheit und Späne.

| Konkurrent | CoroDrill® DE10 | |
| Werkzeug | - | DE10-D1700-170L20-5 |
| Wechselkopf | - | DE10-1750-170-M5 4334 |
| vc, m/min | 71 | 97 |
| n, Umin | 1300 | 1765 |
| fn, mm | 0.2 | 0.22 |
| vf, mm/min | 260 | 388 |
| Standzeit, Bohrungen | 1200 | 1650 |
| Standzeit, m | 101 | 138 |
| Standzeit, Minuten | 388 | 357 |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号