
CoroMill® 331
Universeller Scheibenfräser

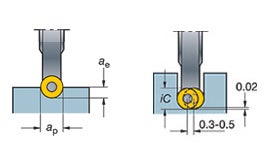
Einstellung der Nutbreite bei einem dreiseitig schneidenden Scheibenfräser.Einstellungen
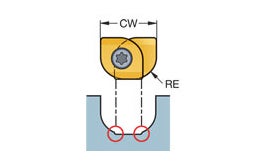
Bearbeitung mit großen Radiuswendeschneidplatten
Bearbeitung mit runden Wendeschneidplatten
Für Nuten tiefer als IC/2 wird eine Einstellung jeder Kassette von 0.5 mm (.0.020 Zoll) empfohlen



Anwendungshinweise
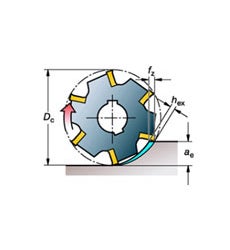
Maximale Spandicke
Beim Abtrennen und Nutenfräsen ist der wichtigste zu berücksichtigende Faktor die maximale Spandicke (hex).
• Das Verhältnis von Eingriffstiefe zu Fräserdurchmesser liegt immer unter 30%
Stets einen optimale hex unter Berücksichtigung des ae/DC Verhältnis wählen, um zu vermeiden, dass bei einer zu niedrigen Spandicke das Werkstück gerieben anstatt geschnitten wird
• Ein korrekter hex Wert gewährleistet eine gute Schneidwirkung mit verbesserter Oberflächengüte und längerer Standzeit

Sortenauswahl
• Nehmen Sie PVD-Sorten als erste Wahl für Nutenfräsanwendungen
• Verwenden Sie CVD-Sorten als erste Wahl zum Fräsen mit zweiseitig schneidenden Scheibenfräsern

Checkliste zum Scheibenfräsen
Optimieren Sie Ihre Nutenfräsprozesse mit diesen Anwendungshinweisen.
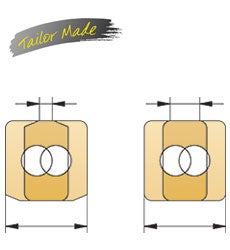
Überlappungsprobleme minimieren
• Verwenden Sie Tailor-Made-Wendeschneidplatten mit geringerer Schneidkantenlänge
• Reduziert den Verschleiß im Überlappungsbereich
• Bessere Spankontrolle und reduzierter Leistungsverbrauch um bis zu 10%
Empfehlungen
Wahl des Fräskörpers
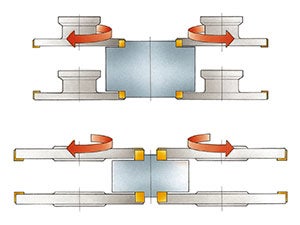
- Die Fräser sind entsprechend ihres Anwendungsbereichs konzipiert und bezeichnet, z. B. dreiseitig schneidender Scheibenfräser, zweiseitig schneidender Scheibenfräser, Scheibenfräser zum Rückwärtsanspiegeln.
- Wählen Sie für einen geforderten ar den kleinsten Fräserdurchmesser für beste Stabilität
- Wählen Sie bei einem vorgegebenen Durchmesser einen Fräser mit hoher zn für höhere Produktivität
Dreiseitig schneidender Scheibenfräser
| Fräser, Rechtsausführung | |
| Kassette, Rechtsausführung |

|
| Kassette, Linksausführung | |
Zweiseitig schneidender Scheibenfräser
| Spindelrotation R | Spindelrotation L | ||
| Fräser, Rechtsausführung R331.52…R R Kassette |
 |
Fräser, Linksausführung L331.52…L L Kassette |
|
| Fräser, Rechtsausführung R331.52…L L Kassette |
Fräser, Linksausführung L331.52…R R Kassette |
||
| Fräser, Rechtsausführung R331.52 |
Fräser, Linksausführung L331.52 |
||
| Fräser, Linksausführung L331.52 |
Fräser, Rechtsausführung R331.52 |
||
Schneidkantenlänge
Bei der Wahl eines dreiseitig schneidenden Scheibenfräsers zum Nutenfräsen wird stets die kleinste Fräserbreite empfohlen. Für eine stabile Bearbeitung ist eine optimierte Überlappung beider Wendeschneidplatten entscheidend
Kassettenauswahl

Zweiseitig schneidender Scheibenfräser

Dreiseitig schneidender Scheibenfräser

Hinweis: Der Fräserdurchmesser, DC, ist bei der achtschneidigen, quadratischen Wendeschneidplatte 3.2 mm (0.126 Zoll) größer.
1. Wahl Wendeschneidplatten
Dreiseitiges Fräsen 
| Schruppen | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 GCS30T | M30 GC1130 |
| Mittel | M30 GC1130 | L50 1040 | M30 GC1020 | NL H13A | L50 GCS30T | M30 GC1130 |
| Schlichten | L50 1130 | L30 GC1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Die Empfehlungen basieren auf trockenen Bedingungen für alle Werkstoffgruppen, außer ISO-S, für die nasse Bedingungen empfohlen werden. Bei der Nassbearbeitung ist eine PVD-Sorte in Betracht zu ziehen.
Zweiseitiges und doppelt-zweiseitiges Fräsen 
| Schruppen | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 GCS30T | M30 4330 |
| Mittel | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 GCS30T | M30 GC1130 |
| Schlichten | L50 1130 | L30 GC1040 | M30 GC1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Die Empfehlungen basieren auf trockenen Bedingungen für alle Werkstoffgruppen, außer ISO-S, für die nasse Bedingungen empfohlen werden. Bei der Nassbearbeitung ist eine PVD-Sorte in Betracht zu ziehen.
Wahl der Geometrien
| Leichte, gute Bedingungen | Schwere, schlechte Bedingungen | ||||
|
| |||||
| Schärfe | Zähigkeit | ||||

|

|

|

|

|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Schnittdaten
| Bestellnummer | ISO-Werkstoff | fz | hex | ||
| Startwert | Min.-max. | Startwert | Min.-max. | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号