
CoroTurn® 107
Zum Innen- und Außendrehen schlanker Bauteile
Anleitung

Bedienanleitung
Für runde Wendeschneidplatten und Werkzeughalter mit Führungsprofil.
Hier anschauen und herunterladen

Plattensitz
Plattensitz reinigen und auf beschädigte Stellen überprüfen. Auch bei Kontaktflächen für Wendeschneidplatte überprüfen.
Zwischenlagen und -sitze
Sicherstellen, dass die Ecken der Zwischenlage bei der Bearbeitung oder Handhabung nicht abgeschlagen worden sind oder Aufbauschneidenbildung aufweisen.

Kontaktflächen
Aufnahme- und Kontaktflächen auf Beschädigung oder Verunreinigung überprüfen.



Anwendungshinweise
Bearbeitung schlanker Bauteile
Auswirkung des Einstell-/Eintrittswinkels: Stets versuchen, mit einem Winkel nahe 90/0 Grad zu arbeiten, da selbst eine kleine Änderung (von einem 91/-1 bis zu einem 95/-5 Grad Winkel) die Schnittkraftrichtung während der Bearbeitung beeinflusst.
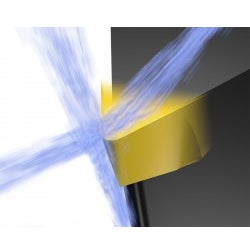
Obere und untere Kühlschmierstoffzufuhr: Wann wird was eingesetzt?
Der Einsatz von oberer und unterer Präzisionskühlung ist eine effektive Strategie zur Bewältigung von Herausforderungen hinsichtlich Spanabfuhr und zur Verlängerung der Standzeit. Informieren Sie sich über die korrekte Anwendung von Kühlschmierstoff und andere nützliche Empfehlungen zu Kühlschmierstoff, die Ihre Performance bei Drehanwendungen verbessern können.
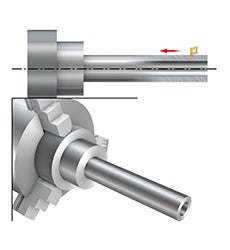
Vibrationsempfindliche Bauteile
Wir empfehlen, alles in einem Durchgang bearbeiten, um die Schnittkräfte in das Spannfutter/die Spindel abzuleiten Der Einstell-/Eintrittswinkel kann zur Lenkung der Schnittkräfte verwendet werden. Ein hoher Eintrittswinkel leitet die Schnittkräfte zum Spannfutter und führt zu reduzierter Belastung des Bauteils.
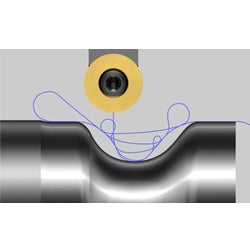
Nicht lineare Drehbearbeitung
Die nicht lineare Drehbearbeitung ist eine effiziente Strategie für Taschenanwendungen in anspruchsvollen Materialien. Diese Bearbeitungsmethode sorgt für einen gleichmäßigen Verschleiß der Schneidkante sowie minimierte Vibrationen beim Eintritt in das Werkstück. Verwenden Sie CoroTurn® 107 mit Führungsprofil zur Optimierung Ihrer nicht linearen Drehbearbeitungen und erzielen Sie eine höhere Prozesssicherheit, Standzeit und Spankontrolle bei reduziertem Werkzeugbestand.
Empfehlungen
Wendeschneidplatte und System
Außenlängsdrehen und Planen
| Schlichten | Mittel | Schruppen | |
| Wendeschneidplattenform | C | C | C |
| Wendeschneidplattengröße | 09 | 09 | 12 |
| Einstellwinkel | 95° | 95° | 95° |
| Spannung | Schraube | Schraube | Schraube |
Außenprofildrehen
| Schlichten | Mittel |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Schraube | Schraube |
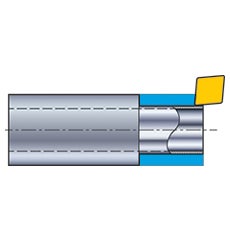
Innenlängsdrehen und Planen
| Schlichten | Mittel | |
| Wendeschneidplattenform | T | T |
| Wendeschneidplattengröße | 05 | 09 |
| Einstellwinkel | 91° | 91° |
| Spannung | Schraube | Schraube |
| Bohrung Ø | 6-13 | ≥ 13,5 |
Innenprofildrehen
| Schlichten | Mittel |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Schraube | Schraube |
| ≥ 13 | ≥ 13 |
Wendeschneidplattensorte
| Bearbeitungsbedingungen | P | M | K | N | S | H |
| Gut | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Durchschnittlich | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Schwierig | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Wendeschneidplattengeometrie
| Bearbeitung | P | M | K | N | S | H |
| Schlichten | -PF | -MF | -KF | -AL | -UM | S01020 |
| Mittel | -PM | -MM | -KM | -AL | -MF | S01020 |
| Schruppen | -PR | -MR | -KR | -AL | -MM | S02030 |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号