
CoroTurn® XS
Innenbearbeitung von kleinen hochwertigen Bauteilmerkmalen
Anleitung

Spannzangenadapter
Nutzen Sie den Spannzangenadapter für erhöhte Stabilität und beste Performance. Durch die erhöhte Stabilität werden Mikrovibrationen minimiert und so längere Standzeiten erzielt.

Adapter für Maschinenaufnahme (Außenbearbeitung)
Bei begrenzter Anzahl oder nicht vorhandenen zylindrischen Werkzeugpositionen können Sie die Adapter für quadratische Schaftwerkzeuge für die Maschinenaufnahme (Außenbearbeitung) auf Langdrehern verwenden. Dies erlaubt mehr Platz für Werkzeuge und eine höhere Produktiviät der Maschine.

Langdreher
Erfahren Sie, wie Sie Langdreher konfigurieren, um einen effizienten, konsequenten Bearbeitungsprozess zu erhalten.
Langdreher
Empfehlungen
Werkzeugwahl
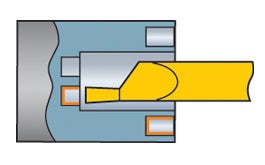
Turning (CXS-xxT…)
Längsdrehen mit 98° und 90° für Bohrungen ab 0.3 mm (0.012 Zoll).
Profildrehen (CXS-xxR…)
Für Bohrungen ab 4.2 mm (0.165 Zoll), Wendeschneidplattenradius 0.5–1 mm (0.02–0.039 Zoll).
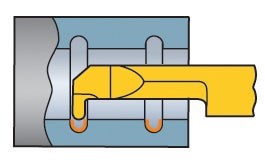
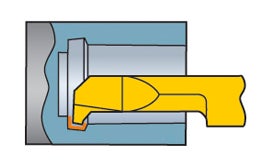
Einstechen (CXS-xxG…)
Alle Schneideinsätze zum Einstechen erzeugen Nuten mit einem flachem Grund und scharfen Eckenradien. Für Bohrungen ab 2.0 mm (0.079 Zoll), Wendeschneidplattenbreiten: 0.5–2 mm (0.020–0.079 Zoll).
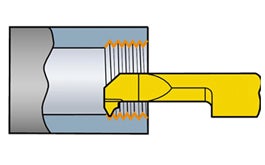
Gewindedrehen (CXS-xxTH…)
Vollprofil-Wendeschneidplatten für erstklassige Gewinde in nur einem Arbeitsschritt. Für Bohrungen ab 4.2 mm (0.165 Zoll). Gewindeprofile: VP60, M60, UN60, WH55, NPT60, TR30.
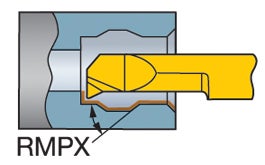
Axialeinstechen
Für die Bearbeitung schmaler Nuten mit kleinsten Durchmessern. Durchmesser ab 0.2 mm (0.008 Zoll) und Nuttiefen bis 30 mm (1.18 Zoll).
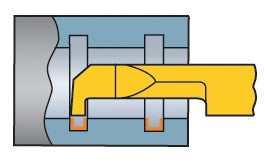
Vorstechen (CXS-xxGX…)
Für Bohrungen ab 5.2 mm (0.205 Zoll).
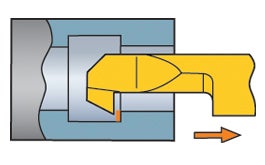
Rückwärtsausdrehen (CXS-xxB…)
Für Bohrungen ab 4.2 mm (0.165 Zoll).
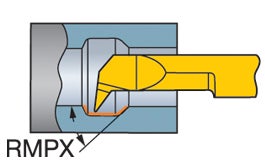
Kopierdrehen (CXS-xxTE…)
Innenkopierdrehen für Bohrungen ab 4.2 mm (0.165 Zoll).
Schnittdaten
Das CoroTurn® XS Programm ist für niedrige Schnittdaten mit Schnitttiefen von 0.05-0.6 mm (0.002-0.024 Zoll) und Vorschüben zwischen 0.01-0.05 mm (0.0004-0.0016 Zoll) ausgelegt.
Sorten
- Erste Wahl zum Drehen ist die PVD-beschichtete Sorte GC1125, die sich für längere Standzeiten in ISO P-, M-, N- und S-Werkstoffen auszeichnet.
- Erste Wahl für die allgemeine Zerspanung ist die PVD-beschichtete Sorte GC1025, die für durchschnittliche Schnittgeschwindigkeit ausgelegt ist, und eine zuverlässige Standzeit bei ISO P-, M-, N- und S-Werkstoffen bietet.
- Die unbeschichtete Sorte H10F ist eine Alternative dazu. Einsetzbar ist sie bei ISO N- und NE-Werkstoffen oder wenn eine extrem scharfe Schneidkante erforderlich ist.
- Für gehärtete Stähle die CBN-Sorte CB7014 verwenden.
Geometrien
- Erste Wahl: Flach geschliffene Geometrie mit extrem scharfer Schneidkante
- Zur Optimierung: Einsatz der geschliffenen A-Geometrie für exzellente Spankontrolle und zur Vermeidung von Spanstau in kleinen Bohrungen
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号